A ファイバーレーザー切断機 これは、波長約1.06 µmの高出力イッテルビウムファイバーレーザービームと高圧アシストガスを使用して、狭い切削面から金属を溶融・吹き飛ばす産業用CNCツールです。 レーザー金属切断機 プラズマ切断機の交換を検討する際、重要なのは出力、切断する金属の厚さ、アシストガスの種類、そして5年間の実質コストという4つの数値です。このガイドでは、メーカーのデータとこれらの機械に適用される安全基準を照合し、それぞれの数値について解説します。
主な仕様:ファイバーレーザー切断機
| ビーム源 | イッテルビウム添加ファイバーレーザー(固体型) |
| 波長 | 約1,060~1,080 nm(1.06 µm、近赤外線) |
| パワーレンジ | 1kW(エントリーレベル)から30kW(超高出力)まで |
| ベッドサイズ | 3015 (1.5×3 m / 4×8 フィート) ~ 6020 |
| 補助ガス | 酸素(炭素鋼)、窒素(ステンレス鋼/アルミニウム)、圧縮空気(薄板) |
| 電源 | 3相220V/380V産業用 |
| セーフティクラス | FDA 21 CFR 1040.10 / IEC 60825-1に準拠したクラス1の密閉容器 |
ファイバーレーザー切断機は、あなたの工場に最適ですか?
ファイバーレーザー切断機は、板材や管状の金属を社内で大量生産し、仕上げ工程なしで綺麗な切断面を得たい場合に最適です。切断作業を外部委託している企業や、常に研磨が必要なプラズマ切断機を使用している企業にとって、ファイバーレーザー切断機は最も早く投資回収できる機械です。木材、アクリル、その他の非金属を切断する場合は、CO2レーザーシステムの方が適しています。ファイバーレーザーの波長はほとんどの非金属で反射され、金属の吸収に合わせて調整されているためです。
機械的には、 CNCファイバーレーザー カッターは同じアーキテクチャを共有しています。ファイバーレーザー光源、ビームコリメータ、集束光学系とガスノズルを備えた切断ヘッド、およびX、Y、Z軸を駆動するCNCモーションシステムです。基礎となるファイバー板金切断特許(WO2009016645A2)はまさにこの連鎖を説明しています。光ファイバーは光を増幅する利得媒体と光を伝送するケーブルの両方の役割を果たすため、ファイバーレーザー装置はコンパクトで、置き換えられたミラーベースのCO2レーザーよりもはるかに少ない調整で済みます。ビーム自体の物理学については、入門書を参照してください。 ファイバーレーザーとは何か.
出力レベルを選ぶ前に、実際の生産で切削する最も厚い部品とその材質を書き留めてください。その一行だけで、機械の仕様の80%が決まります。たまに厚い部品を切削する程度で機械のサイズを決めると、年間を通してほとんど使われない部品に過剰な費用をかけてしまうことになります。
必要なレーザー出力はどれくらい?ワット数と厚さの関係を示す切断マトリックス
ほとんどの購入者は、パンフレットに記載されているよりもはるかに少ない出力で十分です。1.5kWのファイバーレーザーは、炭素鋼を約12mmまで、ステンレス鋼を約5mmまできれいに切断できます。3kWの機械では、炭素鋼を約20mm、ステンレス鋼を約10mmまで切断できます。出力は切断厚さと切断速度に影響しますが、精度には影響しません。1kWと12kWの機械は、2mmの部品を同じ公差で切断できます。
その ワット数対厚さ切断マトリックス 以下は、複数のメーカーが公開している裁断表を統合し、相互参照できるようにしたものです。
| レーザー出力 | 炭素鋼(O₂) | ステンレス鋼(N₂) | アルミニウム(N₂) | 真鍮/銅 | 典型的な役割 |
|---|---|---|---|---|---|
| 1.0 kW | 8〜10 mm | 3〜4 mm | 3〜4 mm | 2〜3 mm | 薄いシート、看板 |
| 1.5 kW | 20 mm | 20 mm | 20 mm | 20 mm | エントリー/軽作業 |
| 2.0 kW | 20 mm | 20 mm | 20 mm | 20 mm | 多用途なジョブショップ |
| 3.0 kW | 20 mm | 20 mm | 20 mm | 20 mm | 商業的に最適なポイント |
| 4.0 kW | 20 mm | 20 mm | 20 mm | 20 mm | より高いスループット |
| 6.0 kW | 20 mm | 20 mm | 20 mm | 20 mm | 重加工 |
| 12 kW | 20 mm | 20 mm | 20 mm | 20 mm | 厚板 |
| 20 kW | 20 mm | 20 mm | 20 mm | 20 mm | 大容量プレート |
| 30 kW | > 100 mm | 20 mm | 20 mm | 20 mm | 特殊厚板 |
公表されている厚さの数値は、メーカーや切断条件によって異なります。ここに示されている値は、メーカーの切断表から算出した、最大切断精度を示す値であり、生産最適化された厚さではありません。切断精度はワット数だけで決まるわけではなく、送り速度、ノズル設計、アシストガスの種類なども出力と同じくらい重要です。そのため、このマトリックスを使用して候補を絞り込み、その後、ご自身の金属でサンプル切断を行い、最終的な確認を行ってください。
2000W ファイバーレーザーはどのくらいの厚さを切断できますか?
2,000 W (2 kW) のファイバーレーザー切断機は、酸素を使用すれば炭素鋼を約 16 mm まで、窒素を使用すればステンレス鋼を 8 mm まで、アルミニウムまたは真鍮を 5~6 mm まで、きれいに切断できます。これらは切断面がきれいな状態の限界値であり、より厚い板材を切断することも可能ですが、切断面が粗くなり、切断速度が急激に低下します。日常的な生産においては、2 kW の機械を定格最大切断厚さの 3分の2以下で稼働させるようにしてください。
⚠️重要
仕様書に記載されている「最大厚さ」はマーケティング上の上限であり、生産目標ではありません。業界の指針は率直に言って、 最大厚さ定格は誤解を招く実際の性能は、出力、アシストガス、ビーム品質の総合的な要素によって決まります。定格上限で切断すると、切断速度が低下し、切断面が粗くなり、部品あたりのガスコストが高くなります。クリーンで再現性の高い生産を実現するためにサイズを調整し、余裕を持たせてください。
ファイバーレーザーはどのような金属を切断できるのか、またどの程度きれいに切断できるのか?
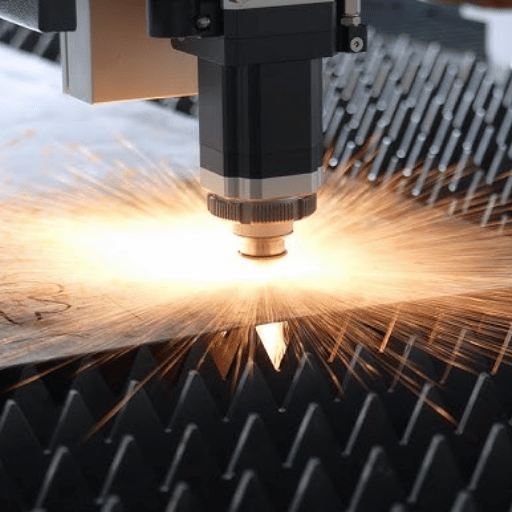
ファイバーレーザー切断機は、炭素鋼、軟鋼、ステンレス鋼、アルミニウム、真鍮、銅、チタン、亜鉛メッキ鋼板など、一般的な工業用金属をすべて切断できます。波長は金属によく吸収されるため、 レーザー鋼切断機 繊維技術を基盤としたこの技術は、かつてCO2チューブを損傷させていた反射性金属の切断にも対応できる。ただし、アシストガスが重要となる。炭素鋼には酸素(高速、酸化した切断面)、ステンレス鋼やアルミニウムには窒素(低速、明るくきれいな切断面)、薄板には圧縮空気(最も安価)が使用される。
| 金属 | 切断性 | アシストガス | 実践的なメモ |
|---|---|---|---|
| 炭素鋼/軟鋼 | 素晴らしい | 酸素 | 最速; 端に酸化層あり |
| ステンレス鋼 | 素晴らしい | 窒素 | 明るく、溶接に適したエッジ |
| アルミ | グッド | 窒素/空気 | 反射性があり、後方反射の遮断が必要 |
| 真鍮 | 穏健派 | 窒素 | 鋼鉄よりも単位ミリメートルあたりのパワーが高い |
| 銅 | 穏健派 | 窒素 | 最も反射率が高い。2kW以上を推奨。 |
| チタン | グッド | 窒素/アルゴン | 不活性ガスが酸化を防ぐ |
| 亜鉛めっき鋼 | グッド | 酸素/空気 | 亜鉛ヒューム;よく抽出する |
| 工具鋼 | グッド | 酸素 | 軟鋼よりも遅い |
| ニッケル合金 | 穏健派 | 窒素 | 厚い部分のための高出力 |
ファイバーレーザー切断機は、どのような材料を最も効率的に切断できますか?
ファイバーレーザー切断機は、炭素鋼、ステンレス鋼、アルミニウム、真鍮、銅、チタンなどの金属の切断に最適ですが、非金属の切断には適していません。1.06 µmのビームは金属に吸収され、木材、アクリル、ほとんどのプラスチックに反射されるため、これらの素材の切断にはCO2レーザーシステムが必要です。最新のファイバー光源には後方反射防止機能が搭載されており、従来レーザー管を損傷させていた高反射性の銅やアルミニウムも安全に切断できます。
📐 エンジニアリングノート
アシストガスの圧力とノズル間隔は、切断力と同様に切断面の品質に大きく影響します。ステンレス鋼の窒素切断は通常15~25バールで行われ、厚板の場合は22~30バールまで上昇し、ガス消費量は40~120m³/時程度です。これらの圧力と流量は、板厚、ノズル、機械によって大きく異なるため、設定値ではなく範囲として扱う必要があります。窒素ガスの流量は主要な運転コストとなるため、薄板(3mm未満)の切断に圧縮空気を使用することで、ガス消費量を大幅に削減できます。 US6316743B1 本書は、クリーンな炭素鋼エンジン始動を実現する高純度酸素穿孔法について解説している。
ファイバー切断 vs CO2切断 vs プラズマ切断 vs ウォータージェット切断:4つの切断方法のトレードオフ比較表

板金加工においては、ファイバーレーザー切断機は精度、切断面品質、部品あたりのコストでCO2、プラズマ、ウォータージェットを凌駕するが、それぞれの方法には依然としてニッチな需要がある。プラズマは購入価格が安く、非常に厚い板材にも対応できる。ウォータージェットは熱影響部のない低温切断が可能で、CO2は非金属加工において依然として優位を占めている。 4つの方法によるトレードオフグリッド 真の意思決定要因を並べて提示する。
| 因子 | ファイバーレーザー | CO2レーザー | プラズマ | ウォータージェット |
|---|---|---|---|---|
| ベスト | 薄~中厚金属 | 非金属+厚い金属 | 厚い導電性金属 | どんな素材でも、熱を加えなくても |
| エッジ品質 | 非常に良好、バリがほとんどない | グッド | 粗いので研磨が必要です | とても良い |
| 薄板速度 | 最速 | 穏健派 | 速いが荒い | 遅く |
| 操業コスト | 低(電気+ガス) | より高い(ガス+光学) | 低~中 | 高(研磨性) |
| 初期費用 | 中~高 | 技法 | 最低 | ハイ |
高出力化により、従来の二分法が覆されました。12~30kWの電源が一般的になったことで、ファイバーはかつてプラズマやCO2が担っていた厚板加工の分野に進出し、同時にクリーンなエッジを維持しています。より詳細な比較については、ガイドをご覧ください。 プラズマ切断とレーザー切断.
シート、チューブ、それとも3D?部品に最適な機械フォーマットをご提案します。
機械のフォーマットは出力と同じくらい重要です。フラットベッドカッターは板材や厚板の加工に適しています。専用のチューブレーザーは回転しながらパイプや形材を切断します。複合機や5軸3D加工機は、板材加工とパイプ・形材加工の両方を行うか、成形部品を切断します。フラットシート加工機を購入して回転アタッチメントを取り付ける方法は、時折チューブを加工する場合には有効ですが、大量のチューブ加工には、自動ローディング機能を備えた専用のチューブレーザーが必要です。
- ✔ フラットベッド(3015 / 4020): シート材やプレート材の標準サイズ。1.5×3mと2×4mのベッドはほとんどの店舗に対応しています。
- ✔ チューブレーザー: 回転チャックは、丸型、角型、異形パイプを切断できます。手すり、フレーム、家具などに不可欠です。
- ✔ シート+チューブのセット: デュアルプラットフォームは、2台目の機械を使わずに、平らな面と筒状の面を切り替えられます。
- ✔ 5軸3Dロボット: 切断、成形、溶接による組立品。自動車および航空宇宙分野における特殊用途。
チューブ作業が時折の仕事以上のものである場合は、別の チューブレーザー切断 セットアップは効果があり、 チューブレーザーのコスト 同じ出力の平判印刷機よりも高い出力で動作する。
ファイバーレーザー切断機の価格(2026年価格帯)

ファイバーレーザー切断機の価格は、出力、ベッドサイズ、製造国によって約11,000ドルから1,000,000ドル以上と大きく異なるため、仕様が不明な「価格」だけでは意味がありません。中国製の工場直送機は10,000ドルから15,000ドル程度から購入できますが、欧米製の同等出力のシステムは、現地サービスと保証が付いているため、価格が高くなります。以下の価格帯は2026年の市場データに基づいたものであり、あくまでも目安としてお考えください。
| パワーティア | 西側諸国から供給された | 中国工場直送 | 最適 |
|---|---|---|---|
| エントリーレベル 1~1.5kW | 20,000〜40,000ドル | 10,000〜15,000ドル | 薄いシート、スタートアップ |
| 中出力 2~3kW | 30,000〜60,000ドル | 15,000〜30,000ドル | ジョブショップ |
| 高出力 6kW | 60,000〜90,000ドル | 30,000〜50,000ドル | 重加工 |
| 超大型 12~30kW | $ 85,000〜 $ 1,000,000 + | 50,000〜150,000ドル | 厚板、体積 |
小売価格帯は、2026年のメーカーおよび市場リストのデータから作成されています。唯一の公式数値は、関税評価統計の集計値です(例: USITCデータウェブ (HSコード8456.11の場合)輸入額と数量を追跡しますが、設置後の小売価格は追跡しません。数値はレーザー光源のブランド、自動化、為替レートによって変動するため、常に最新の見積もりをご確認ください。
ファイバーレーザー切断機の購入費用だけでなく、運用コストはどれくらいかかりますか?
購入価格は最初の数字に過ぎません。ファイバーレーザー切断機には、窒素または酸素ガス、光源と冷却装置用の電力、ノズルや保護レンズなどの消耗品といった費用がかかります。窒素を多用するステンレス鋼加工は、隠れた最大のコスト要因です。22~30バールの圧力と毎時数十立方メートルのガス消費量では、ガス代が電力代に匹敵するほどになります。機械本体の価格だけを見て、5年間の運用コストを考慮しない購入者は、予算を過小評価してしまうことがほとんどです。
運用コストとメンテナンス:購入者が忘れがちな数字
ファイバーレーザー切断機は、レーザー機器の基準からするとランニングコストが安いものの、運用コストは現実的かつ予測可能です。ファイバー光源自体は消耗品のビーム媒体を必要とせず、約100,000万時間持続するため、CO2レーザーに比べて大きな利点があります。継続的な費用は、アシストガス、電気、および切断ヘッドの摩耗部品です。
✔ 利点
- ファイバー光源寿命約100,000万時間、チューブ/ガスの補充不要
- 同じカット量で電気代とCO2排出量が削減
- 薄いシートに圧縮空気を吹き込むことでガス代を大幅に削減
- きれいなエッジは二次研磨を取り除いています
⚠ 定期的な費用
- ステンレス鋼用窒素:22~30 barで40~120 m³/h
- 頭部に装着する保護レンズとセラミック
- ノズルは穿孔サイクルによって摩耗します。
- 3相電源+2温度チラー
メンテナンスは簡単だが、必ず行うべき事項だ。保護レンズを清潔に保ち、ノズルの同心度を確認し、冷却器に冷却液を補充し、光学経路を密閉しておくこと。レンズの点検を怠ると、切断品質の低下を招く最も一般的な原因となり、購入者はそれを機械の摩耗と誤解してしまう。
機械の外側に隠れたコストが2つあります。まず、金属を切断するとヒュームと空気中の汚染物質が発生します。これはビームとは無関係の危険ですが、ANSI Z136.1や職場の安全規制ではビーム自体と同じくらい深刻に扱われているため、レーザー安全エンクロージャーガラスだけでなく、局所排気換気装置も予算に含めてください。次に、アシストガスとして圧縮空気を使用する場合、コンプレッサー自体がユーティリティコストになります。 米国エネルギー省 漏れだけでもコンプレッサーの出力の20~30%が無駄になる可能性があるため、空気システムを無償で扱うのではなく、意図的にサイズ選定とメンテナンスを行う必要があると指摘している。
選び方:ファイバーレーザーのサイズ選定チェックリスト(6つの質問)
ファイバーレーザー切断機を選ぶには、材料と厚さを最初に、予算を最後に、6つの質問に順番に答えてください。 ファイバーレーザーのサイズ選定チェックリスト(6項目) 上記のデータを購入決定に役立て、最もよくある間違いである「アイドル状態の電力に料金を支払う」ことを防ぎます。
ファイバーレーザーのサイズ選定チェックリスト(6項目)
- 最も厚みのある製造部品は? ワット数と厚さの関係を示すマトリックスからその電力レベルを読み取り、それに1段階分の余裕を加えます。
- どの金属ですか? 反射性の高い銅/真鍮または厚手のステンレス鋼を使用すると、2kW以上の出力と窒素ガスの使用が可能になります。
- シート状、チューブ状、それとも両方? 平積み、筒積み、または複合形式のいずれかを決定します。
- 最大のシートサイズは? ベッドサイズを設定します(3015、4020、またはそれ以上)。
- 量と自動化? 取引量が多い場合は、交換テーブルまたは自動ロードが正当化されます。
- 5年間の運営予算? 表示価格だけでなく、窒素、電力、消耗品も含めるようにしてください。
購入かアウトソーシングか: 切断量が多くて機械が 1 日数時間以上稼働する場合は、部品あたりのコストとリードタイムで、自社所有の方がアウトソーシングよりも優れています。それ以下では、 レーザー切断サービス 資本とガスのオーバーヘッドを回避します。損益分岐点は部品の複雑さではなく、稼働率です。より広い分野については、当社のリストをご覧ください。 レーザー切断機メーカー サプライヤーの絞り込みに役立ち、ネスティングソフトウェアの選択については、 レーザー切断機ソフトウェア ガイド。
「ファイバーレーザー切断機は、レーザー単独で切断するのではなく、複数の技術が連携して動作することで切断を行います。そして、アシストガスは切断面の品質に不可欠な役割を果たします。」
ファイバーレーザー切断の未来(2026年以降)
ファイバーはすでに金属切断市場で勝利を収めており、他の方法が支配していた領域に進出しつつある。世界のレーザー切断機市場は2025年には約68億5000万ドルと評価され、2034年には184億3000万ドルに達すると予測されている。 フォーチュンビジネスインサイト年間約8~11%の成長率で拡大しており、現在では2,000Wを超える高出力ファイバーレーザーが新規販売の大半を占めている。
2026年以降の購買行動は、3つの変化によって左右されるでしょう。まず、超高出力が日常的なものから入手しやすいものへと変化しています。12kWと20kWの機械は価格が下がるにつれて専門業者から一般消費者へと移行しており、30kW以上のシステムは真のトレンドとなっていますが、米国溶接協会などの業界団体は、そのレベルではデューティサイクル、熱入力、切断品質のトレードオフが生じると指摘しており、ファイバーのクリーンなスイートスポットは概ね12mm以下にとどまっています。次に、自動化、交換テーブル、自動ロード/アンロード、無人ネスティングが、アップグレードではなく標準装備になりつつあります。3つ目は、安全基準がますます厳しくなっていることです。現在のEN ISO 11553-1:2020機械安全規格とANSI Z136.1-2022は、購入者が購入前に確認すべき筐体と制御の基本基準を定めています。
2026年に設備投資を計画しているなら、現在の最大処理能力よりも一段階上の出力の機器を購入するのが賢明です。現在オーバースペックに見える出力も、将来的には手頃な価格帯の中間レベルになりつつあり、処理能力が拡大しても安心して使用できます。
よくある質問
Q:ファイバーレーザー切断機にはどれくらいの電力が必要ですか?
回答を見る
Q:ファイバーレーザーはステンレス鋼、アルミニウム、真鍮、銅を切断できますか?
回答を見る
Q:金属加工において、ファイバーレーザーはCO2レーザーよりも優れていますか?
回答を見る
Q:1500Wのファイバーレーザーはどれくらいの厚さまで切断できますか?
回答を見る
Q:ファイバーレーザー切断機はチューブやパイプを切断できますか?
回答を見る
Q:ファイバーレーザー切断機にはどのようなメンテナンスが必要ですか?
回答を見る
Q:ファイバーレーザー光源の寿命はどれくらいですか?
回答を見る
工場に最適なファイバーレーザー切断機をお探しですか?加工する金属の種類、厚さ、加工量をお知らせいただければ、当社のエンジニアが最適な出力とフォーマットをご提案いたします。
この購入ガイドについて
UD Machine Solution Technology Co., Ltd. (UDTECH) は、工業用押出成形機、食品加工機、および CNCレーザー装置 100カ国以上に輸出しています。ここに記載されている出力、厚さ、コストの数値は、メーカーが公表している仕様書と下記に引用されているレーザー安全規格を総合的に検証したものであり、自社テストデータとして提示したものではありません。なぜなら、正直な購入者の参考情報を提供することは、販売資料よりも価値があるからです。
参考文献と情報源
- レーザーの危険性、基準米国労働安全衛生局(OSHA)
- 21 CFR 1040.10、レーザー製品米国食品医薬品局(eCFR)
- ISO 11553-1:2020、機械の安全性:レーザー加工機、パート1国際標準化機構
- レーザー安全マニュアル(ANSI Z136.1-2022)フロリダ国際大学、環境衛生・安全
- 材料加工におけるファイバーレーザーIntechOpen(査読付き論文)
- レーザー切断機市場規模レポート2034フォーチュンビジネスインサイト
- レーザー切断アシストガス技術の進化ファブリケーター(FMA)
- WO2009016645A2、ファイバーレーザーによる板金切断Google特許検索