



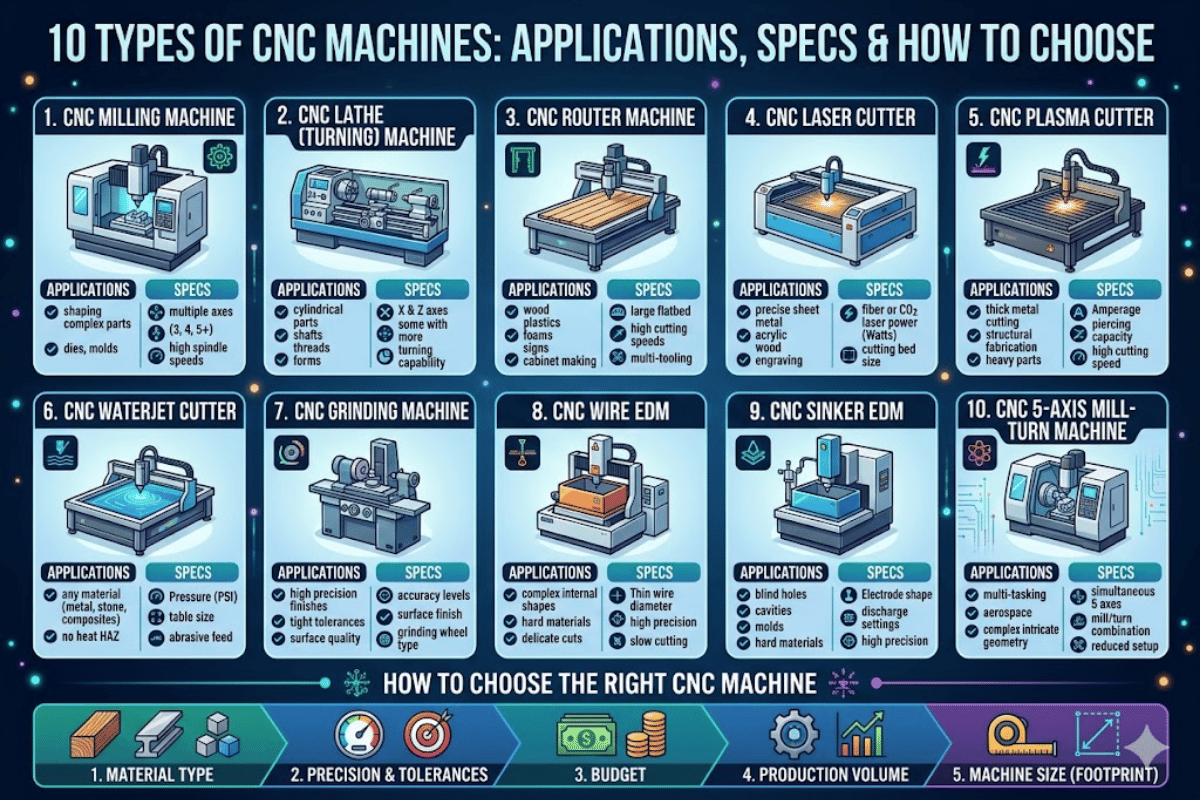
Tipologie di macchine CNC: una guida completa a tutte le categorie di macchine CNC
Specifiche rapidi
| Tipi coperti | 10 principali categorie di macchine CNC |
| Più comune | Fresatura CNC / Centro di lavoro verticale (VMC) |
| Gamma A×is | Da 2-a×i a 5-a×i (e oltre) |
| Tolleranza | ±0.001″ – ±0.005″ (dipendente dal processo) |
| Materiali Necessari | Metalli, plastica, legno, compositi, ceramica |
| Fascia di prezzo | Da 2,000 dollari (hobby da scrivania) a oltre 500,000 dollari (produzione a 5 assi) |
Conoscere le diverse tipologie di macchine CNC disponibili oggi sul mercato è il primo passo per scegliere quella più adatta a qualsiasi progetto. Che si tratti di avviare un'officina di prototipazione, una linea di produzione di componenti ad alto volume o un'officina di fabbricazione personalizzata, la scelta della macchina determina le tolleranze, i tempi di ciclo e i costi per componente. In media, il mercato mondiale delle macchine CNC valeva 74.82 miliardi di dollari nel 2025 e continua a crescere, poiché sempre più settori industriali cercano di automatizzare i propri processi di lavorazione.
Questa guida evidenzia 10 diversi Macchine a controllo numerico Il sistema classifica le macchine, confronta le loro specifiche con i dati reali e offre un punto di partenza per scegliere la macchina più adatta alle proprie esigenze.
Cos'è una macchina CNC e come funziona?
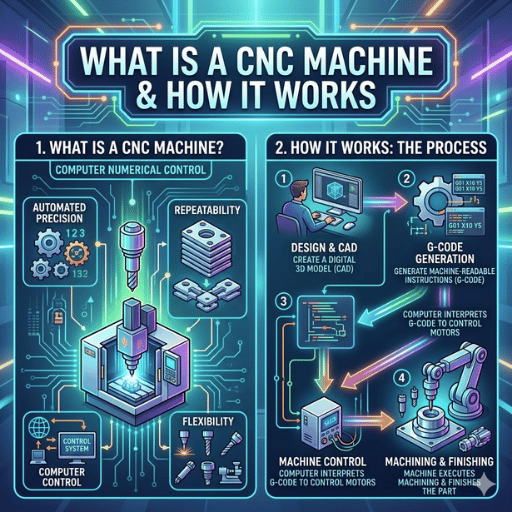
Il termine CNC deriva da Computer Numerical Control (Controllo Numerico Computerizzato). Si tratta semplicemente di un sistema in cui un computer economico legge un programma sotto forma di codice G e codice M e interpreta questi comandi traducendoli in movimenti fisici di tutte le parti necessarie, come l'utensile di taglio, il mandrino e il piano di lavoro. Il programma stesso è un file informatico che, ad esempio, permette all'utensile di effettuare movimenti interpolati lungo l'asse x e/o l'asse y per creare il prodotto finito.
Il controllo computerizzato sempre più avanzato caratterizza le moderne macchine CNC. La capacità originaria di tradurre i dati fisici in immagini è stata sviluppata a partire dai programmi di controllo numerico (NC) presso il MIT negli anni '1950. Oggi, le unità CNC presenti nelle moderne officine di produzione utilizzano microprocessori che interpolano le curve, compensano l'usura degli utensili ed eseguono simultaneamente percorsi di movimento su più assi.
Per capire come funziona una macchina CNC, bisogna prima comprendere il concetto di ripetibilità. Un operatore esperto può mantenere una tolleranza di 0.005 pollici (circa 0,017 mm) nelle giornate migliori. Una fresatrice CNC che opera all'interno di una finestra dimensionale è in grado di mantenere tale tolleranza, colpo dopo colpo, turno dopo turno, senza affaticarsi.
È proprio questo tipo di affidabilità che rende le macchine CNC così apprezzate e utilizzate nei settori aerospaziale, dei dispositivi medicali, automobilistico ed elettronico.
Cosa significa tutto ciò per il tuo punto vendita?
Significa che il tipo di macchina che si seleziona determina la precisione con cui è possibile mantenere le dimensioni, la velocità di ciclo dei pezzi e il livello di esperienza richiesto all'operatore: centro di lavoro cilindrico, centro di lavoro generale o rettificatrice di alta precisione. Il settore CNC si conforma agli standard internazionali: ISO 2768 definisce le capacità generali delle macchine su cui i progettisti possono fare affidamento, mentre ASME Y14.5 definisce la terminologia concordata per le tolleranze geometriche e dimensionali (GD&T).
📐 Nota tecnica
Tolleranze CNC standard per processo: fresatura 0.001″ – 0.005″, tornitura 0.0005″ – 0.003″, rettifica 0.0001″ – 0.0005″, elettroerosione 0.0002″ – 0.005″. Questi sono gli intervalli raggiungibili, in base alle condizioni della macchina, del dispositivo di fissaggio e della temperatura ambiente.
Anche i veterani del mestiere di macchinista a volte mandano in tilt le macchine, scartano pezzi e rompono gli utensili: il sistema di controllo CNC riduce, ma non elimina mai del tutto, gli errori di input dell'operatore in fase di impostazione e programmazione. La macchina si limita a fare ciò che il programma le dice, il che significa che bisogna farlo bene fin dalla prima volta.
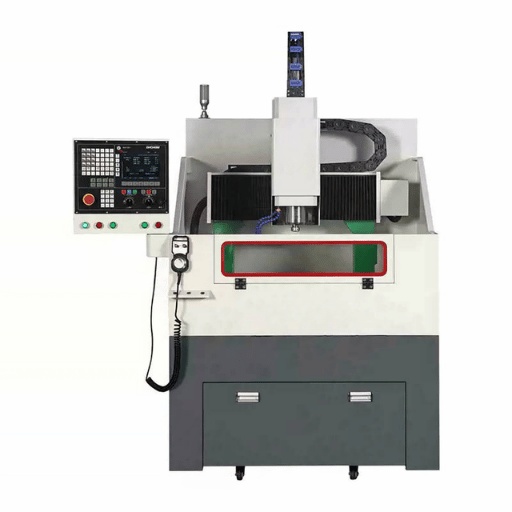
Fresatrici CNC

Fresatrice CNC - Una fresatrice CNC è una macchina in grado di tagliare utilizzando frese rotanti che possono operare su più assi. La fresatrice CNC è la spina dorsale del mondo manifatturiero. Che si tratti di una piccola officina o di un fornitore di primo livello del settore aerospaziale, una fresatrice CNC ha probabilmente sempre un ruolo importante in officina.
Le fresatrici CNC possono eseguire fresatura frontale, fresatura di scanalature, fresatura di tasche, contornatura e foratura.
Le due configurazioni più comuni sono il centro di lavoro verticale (VMC) e il centro di lavoro orizzontale (HMC). L'orientamento del mandrino dell'utensile determina l'evacuazione dei trucioli, l'accesso del liquido di raffreddamento al taglio e il tipo di attrezzatura da utilizzare. Analizziamo i dati:
| Caratteristica | VMC (Verticale) | HMC (orizzontale) |
|---|---|---|
| Velocità del mandrino | 8,000–12,000 giri/min | 6,000–15,000 giri/min |
| Dimensione della tabella | Dimensioni: 500×250mm – 1,500×700mm | 400×400 mm – 800×800 mm (pallet) |
| Tolleranza tipica | ±0.001″–±0.003″ | ±0.0005″–±0.002″ |
| Fascia di prezzo | $ 30,000- $ 150,000 | $ 80,000– $ 500,000+ |
| Ideale per | Lavoro generico, prototipazione | Produzione in grandi volumi, elementi per lapidi |
Un fornitore di primo livello del settore automobilistico, specializzato nella lavorazione di carter di trasmissione in alluminio, ha optato per un centro di lavoro orizzontale (HMC) anziché per un centro di lavoro verticale (VMC). Il dispositivo di fissaggio a 4 assi ha permesso di tagliare 4 pezzi per ciclo, riducendo il costo unitario del 38% e il tempo di ciclo da 22 a 14 minuti. Tale decisione ha ammortizzato il costo di acquisto della macchina in meno di 2 anni.
"Per l'80% delle lavorazioni in officina, un buon centro di lavoro verticale a 3 assi è la macchina ideale come primo investimento. Si passa a un centro di lavoro orizzontale solo quando il volume di produzione giustifica il costo del cambio pallet e i pezzi richiedono effettivamente il flusso orizzontale dei trucioli. Un centro di lavoro orizzontale è solo un sovradimensionamento costoso che comporta tempi di inattività in officina."
— Ingegnere di produzione senior, fornitore di primo livello del settore automobilistico
Qual è il tipo di macchina CNC più comunemente utilizzato?
Le fresatrici CNC, in particolare le macchine VMC, sono le macchine CNC più comuni installate al giorno d'oggi. Dominano fresatura CNC Lavora in officine meccaniche, nella produzione conto terzi e direttamente nella produzione interna aziendale. Questo perché un centro di lavoro verticale a 3 assi può lavorare la maggior parte delle forme di pezzi al minimo costo iniziale.
L'enorme differenza di prezzo può essere spiegata dal livello di efficienza dei diversi sistemi di controllo degli assi. La fresatura CNC a 3 assi costerebbe ai clienti circa 40 dollari all'ora. La fresatura simultanea a 5 assi, invece, ha un costo che varia da 150 a oltre 300 dollari all'ora, a seconda dei materiali e della forma. Per evitare costosi sprechi di tempo e risorse nelle operazioni di foratura a 5 assi, i formatori in officina incoraggiano gli operatori qualificati ad assegnare le operazioni a 5 assi ai pezzi effettivamente necessari.
Foratrici CNC
Le macchine dedicate sono le foratrici CNC, poiché le fresatrici, pur essendo in grado di forare, non sono efficienti per questo scopo. Se è necessario realizzare migliaia di fori identici, ad esempio nella produzione di circuiti stampati, piastre tubiere per scambiatori di calore o strutture in acciaio, una foratrice CNC dedicata può farlo in modo rapido ed economico.
Alcune macchine foratrici CNC utilizzano teste a più mandrini per eseguire quattro, otto o persino sedici fori alla volta, ma l'officina deve sacrificare la flessibilità dei tagli di contorno e di tasca perché può realizzare solo una determinata forma di foro.
G83 – ciclo di foratura a intermittenza. Se la profondità del foro è superiore a tre volte il diametro della punta, utilizzare il ciclo di foratura a intermittenza. Ritrarre completamente la punta ripetutamente per rimuovere i trucioli, evitare che si accumulino attorno alla punta e la sovraccarichino. Aumentare la retrazione a 1 mm per l'alluminio, poiché alcuni trucioli sono filamentosi e si accumulano in modo molto aggressivo.
📐 Nota tecnica
Classe di tolleranza media Nofitih-m per fresatura CNC: 0.1 mm per pezzi con dimensioni da 6 a 30 mm e 0.2 mm per pezzi con dimensioni da 30 a 120 mm e senza tolleranza stretta specificata nel disegno disponibile.
Torni CNC e centri di tornitura
Un tornio a controllo numerico (CNC) fa ruotare la barra di materiale grezzo contro un utensile da taglio fisso o motorizzato. Qualsiasi pezzo con simmetria rotazionale, come alberi, boccole, viti o flange, può essere lavorato con precisione. Tutti i torni moderni sono a controllo numerico grazie all'elevata programmabilità del percorso utensile, che riduce la necessità di abilità e gli errori di posizionamento tipici delle lavorazioni manuali. Il pezzo è fissato lungo l'asse centrale, mentre l'utensile può muoversi solo lungo la sua forma mobile sugli assi X e Z e, una volta programmato, può produrre automaticamente anche forme complesse. I nuovi torni CNC integrano persino utensili motorizzati o fresatura con mandrino motorizzato e asse C nella torretta, segnando il punto di incontro tra tornitura e fresatura.
La scelta più importante nella tornitura CNC è tra tornio convenzionale e tornio svizzero. I torni convenzionali supportano il pezzo in lavorazione nel modo tradizionale. I pezzi vengono bloccati in un mandrino o in una pinza e possono gestire diametri grandi, sebbene ciò limiti il rapporto lunghezza/diametro. I torni svizzeri alimentano la barra di materiale attraverso una boccola di guida, supportando il pezzo direttamente nel punto di taglio. Questa configurazione consente di lavorare pezzi incredibilmente lunghi e di raggiungere livelli di concentricità micrometrici anche su diametri piccoli.
| Caratteristica | Tornio CNC convenzionale | Tornio CNC di tipo svizzero |
|---|---|---|
| Diametro della parte | Fino a 600mm+ | Tipicamente ≤32mm |
| Rapporto lunghezza-diametro | Fino a 10: 1 | Fino a 20:1 o superiore |
| Concentricità | ± 0.005mm | ± 0.002mm |
| Migliore applicazione | Alberi, flange, cilindri di grandi dimensioni | viti mediche, componenti per orologi, spilli |
| Fascia di prezzo | $ 15,000- $ 60,000 | $ 80,000- $ 250,000 |
Gli operatori di torni svizzeri spesso identificano la regolazione della boccola di guida come la variabile principale che influenza la concentricità sub-micronica delle viti ossee medicali. Se non si interviene sulla posizione della boccola di guida, anche la migliore programmazione non avrà alcun impatto sulla concentricità.
L'utilizzo di un mandrino a tre griffe durante la lavorazione di pezzi a parete sottile (pareti con spessore inferiore a 2 mm) comporta una deformazione del pezzo a causa del suo ritorno elastico al momento del rilascio, con conseguenti variazioni dimensionali. Per evitare questo problema, è possibile utilizzare un mandrino a pinza o realizzare ganasce morbide personalizzate per adattarsi al diametro esterno del pezzo finito.
Macchine del router di CNC

Le fresatrici CNC sono molto simili alle fresatrici a controllo numerico, con la differenza che sono progettate per lavorare materiali più morbidi e per diverse condizioni di taglio. Mentre una fresatrice è costruita con una rigidità sufficiente per tagliare l'acciaio, una fresatrice CNC sacrifica la rigidità per ottenere ampie aree di lavoro e alte velocità di traslazione su materiali più morbidi: legno, MDF, acrilico, schiuma, pannelli compositi e alluminio morbido.
Quando si confrontano una fresatrice CNC e un router CNC, si considerino questi fattori: con materiali più morbidi dell'alluminio e una profondità Z non superiore a 100 mm, un Router CNC è l'opzione meno costosa in quasi tutti i casi. In tutti gli altri casi, un mulino è la scelta migliore.
✔ Vantaggi
- Ampia area di taglio (4×8 piedi o più grande)
- Elevate velocità di traslazione: 500–1,500 IPM
- Prezzo inferiore: da 3,000 dollari (desktop) a oltre 100,000 dollari (industriale)
- Opzioni multi-testa per il taglio di fogli annidati
- Il tavolo a vuoto mantiene i fogli di materiale in posizione senza bisogno di morsetti
⚠ Limitazioni
- Meno rigide delle frese, inadatte alla lavorazione di metalli duri.
- Il telaio a portale si flette sotto carichi di taglio elevati
- Tolleranza tipica ±0.005″–±0.010″ (maggiore rispetto alle frese)
- L'aspirazione della polvere è obbligatoria per i lavori su legno e materiali compositi.
- Gli utensili si usurano rapidamente se utilizzati in condizioni di lavoro superiori a quelle per cui sono stati progettati.
Le vibrazioni rappresentano il principale punto debole delle fresatrici CNC quando si tratta di tagliare materiali duri. Sessioni di analisi nel taglio dell'acciaio con fresatrici hanno evidenziato una rapida usura degli utensili in pochi minuti, nonché una scarsa qualità della superficie e instabilità dimensionale. La massa considerevole e la coppia elevata necessarie per fresare l'acciaio sono semplicemente al di là delle capacità di queste macchine.
Macchine da taglio al plasma CNC

Le macchine da taglio al plasma CNC utilizzano un arco di plasma innescato elettricamente – che raggiunge temperature fino a 40,000 °F (22,200 °C) – per fondere e proiettare un getto ad alta velocità attraverso metalli conduttivi. Questo è il processo principale per il taglio di lamiere e piastre fino a 50 mm di spessore, con velocità di taglio di oltre 200 pollici al minuto per acciai sottili.
Una macchina da taglio al plasma CNC integra una torcia al plasma ad alta velocità con un portale a movimento controllato, utilizzando un software CAM per generare i comandi di avanzamento. Sebbene questo processo sia relativamente semplice (importare un file DXF, selezionare i parametri di processo, tagliare), questa semplicità rende il plasma la tecnologia di taglio termico più semplice disponibile per le officine di piccole e medie dimensioni.
- Azoto — acciaio inossidabile. Bordo pulito e privo di ossido.
- Aria compressa – acciaio dolce. L'opzione più economica, forma un leggero strato di ossido.
- Miscela di argon e idrogeno – alluminio. Aiuta a prevenire la formazione di scorie sull'alluminio.
Dopo l'amperaggio e la velocità di taglio, i gas specifici per il materiale rappresentano il fattore dominante che influenza la qualità del bordo di taglio.
📐 Nota tecnica
Larghezza di taglio al plasma: da 0.06″ a 0.15″, a seconda dell'amperaggio e dello spessore del materiale. La profondità della zona termicamente alterata sarà normalmente compresa tra 0.5 e 1.5 mm, il che diventa rilevante se il processo secondario prevede saldatura o tempra in prossimità della superficie di taglio. Prezzo: da 12,000 a 300,000 dollari.
Macchine da taglio laser CNC

Le macchine da taglio laser CNC utilizzano un laser che emette un fascio di luce concentrato, utilizzabile per riscaldare, vaporizzare o crimpare termicamente il materiale lungo un percorso di taglio programmato. I due tipi principali sono i laser a CO2 e i laser a fibra (a stato solido). La scelta del tipo da utilizzare dipenderà principalmente dal materiale da tagliare e dalla velocità di taglio desiderata.
La lunghezza d'onda alla quale opera un laser a CO2 è di 10.6 μm, una lunghezza d'onda alla quale i materiali non metallici comunemente presenti (legno, acrilico, tessuto, vetro) assorbono la luce. La lunghezza d'onda dei laser emessi da un laser a fibra è di 1.06 μm, una lunghezza d'onda alla quale i metalli assorbono la luce con molta più facilità. Questa differenza fisica è la ragione di questa netta divisione del mercato.
| Caratteristica | laser CO2 | fibra laser |
|---|---|---|
| Lunghezza d'onda | 10.6 μm | 1.06 μm |
| I migliori materiali | Materiali non metallici, acrilico spesso, legno | Lamiere sottili di metalli |
| Velocità di taglio (acciaio da 1 mm) | ~3 metri/min | ~8 metri/min |
| Intervallo di potenza | 20W–6kW | 500 W–30 kW+ |
| Efficienza elettrica | 10-15% | 30-40% |
| Manutenzione | Superiore (specchi, rifornimento di gas) | Inferiore (stato solido, senza percorso del gas) |
| Fascia di prezzo | $ 5,000- $ 80,000 | $ 15,000– $ 300,000+ |
I dati di mercato parlano da soli. La quota di mercato dei laser a fibra è passata da meno del 15% dei sistemi laser industriali nel 2010 a oltre il 50% nel 2020. A livello globale, il mercato delle macchine per il taglio laser ha raggiunto i 6.85 miliardi di dollari (2025) e sta crescendo a un tasso annuo composto (CAGR) dell'8.5%.
La fibra sta cannibalizzando la CO2 nel mercato del taglio dei metalli; la CO2 mantiene la sua posizione nelle applicazioni non metalliche grazie alle leggi della fisica dell'assorbimento.
La sostituzione dei laser a CO2 con i laser a fibra è stata la principale tendenza del mercato industriale durante gli anni 2010. Entro il 2020, oltre il 50% del fatturato totale dei sistemi laser industriali proveniva dai laser a fibra.
— Optech Consulting, Analisi di mercato dei laser
Diversi processi offrono sia la possibilità di utilizzare la fibra laser che il laser a CO2 per le officine che si occupano della lavorazione di metalli e non metalli. Tuttavia, i laser a fibra laser ad alta potenza (12 kW e oltre) sono ora in grado di tagliare lamiere più spesse rispetto al passato, operazione che richiedeva il taglio a CO2, modificando nuovamente il quadro economico. Curiosi di saperne di più?
Controlla il effetti ambientali del taglio laser o come fare marcatura laser rotativa di una parte. Oppure controlla Incisione laser di materie plastiche se la marcatura non metallica è importante.
Macchine a elettroerosione CNC (EDM)

La lavorazione per elettroerosione (EDM) si realizza mediante una serie di scariche elettriche rapide e controllate che ablano il materiale dal pezzo. Nel processo EDM non viene applicata alcuna forza di taglio; non si effettua alcuna lavorazione meccanica sul materiale; al contrario, si verifica un fenomeno di termoerosione ad ogni scarica. Pertanto, l'EDM è l'unico processo in grado di lavorare materiali con una durezza pari o superiore a 60 HRC, o con un rapporto profondità/larghezza incredibilmente elevato, che nessun utensile da taglio rotante è in grado di produrre.
Esistono due tipi di elettroerosione (EDM): a filo e a tuffo. L'elettroerosione a filo utilizza un sottile filo di ottone o molibdeno (diametro 0.1-0.3 mm) che viene fatto passare attraverso il pezzo in lavorazione, come se si stesse tagliando un pezzo con una sega a nastro, ma con una precisione geometrica impossibile da ottenere con una sega a nastro. L'elettroerosione a tuffo utilizza un elettrodo sagomato (classicamente in grafite o rame) che si immerge nel pezzo in lavorazione, creando cavità, tasche cieche e forme tridimensionali complesse.
| Caratteristica | Elettroerosione a filo | Elettroerosione a tuffo |
|---|---|---|
| Processo | Il filo sottile erode i tagli passanti | L'elettrodo sagomato si immerge nel pezzo in lavorazione |
| Finitura di superficie | Ra 0.1–0.8 µm | Ra 0.2–1.6 µm |
| Precisione | ± 0.002mm | ± 0.005mm |
| Quota di mercato (2024) | 48% del mercato EDM | Circa il 35% del mercato EDM |
| Migliore applicazione | Tagli passanti, matrici di estrusione, utensili per stampaggio | Cavità, elementi ciechi, anime di stampi |
| Fascia di prezzo | $ 50,000- $ 250,000 | $ 30,000- $ 150,000 |
Un dato sospetto: circa il 25% della quota di mercato per la produzione di stampi è costituito solo da... tuttavia, la maggior parte delle persone non sa che si tratta di... Il Wireless EDM ha la quota di mercato maggiore, pari al 48%, che ha beneficiato della domanda del mercato degli utensili per stampaggio per il settore automobilistico e aerospaziale. Il mercato totale dell'EDM ha raggiunto i 3.3 miliardi di dollari nel 2024 con un tasso di crescita annuo composto del 5.2% fino al 2034.
Un'officina di stampi doveva fresare una cavità a nervatura profonda (0.5 mm di larghezza, 30 mm di profondità) in acciaio H13 temprato fino a 58 HRC. La fresatura CNC non era in grado di raggiungere il rapporto profondità:larghezza di 60:1. Si è quindi ricorso all'elettroerosione a filo per eseguire la lavorazione in un'unica passata (precisione 0.002 mm), evitando una costosa operazione di lavorazione secondaria che avrebbe aggiunto 8 ore per mandrino a ogni stampo.
L'elettroerosione non è "solo per materiali esotici". La maggior parte delle lavorazioni con elettroerosione viene eseguita su acciai per utensili di uso comune, come H13, D2, S7, A2, ecc., che semplicemente sono stati trattati termicamente in modo da risultare troppo duri per essere lavorati agevolmente con una fresa a candela in metallo duro. Qualsiasi materiale conduttivo può essere lavorato con elettroerosione a filo, indipendentemente dalla sua durezza.
Rettificatrici CNC
Quando le tolleranze richieste sono inferiori a 0.001" e le specifiche di finitura superficiale prevedono valori Ra inferiori a 0.2 m, si entra nel campo della rettifica. I centri di rettifica CNC utilizzano una mola abrasiva rotante, non un utensile da taglio, per asportare piccolissime quantità di metallo con incredibile precisione.
Esistono tre tipologie principali che si adattano a diverse geometrie:
- Rettificatrici per superfici piane: creano superfici piane con una planarità inferiore a 0.005 mm su 300 mm
- Rettificatrici cilindriche: rettificano superfici esterne e interne con una rotondità di 0.002 mm (ulteriormente suddivise in rettifica esterna e interna).
- Rettificatrici senza centri – processo cilindrico ad alto volume – lavorano perni, alberi e rulli in lotti senza centrare ogni singolo pezzo.
📐 Nota tecnica
La rettifica CNC consente tolleranze di 0.0001″ (0.0025 mm) e una finitura superficiale Ra di 0.05-0.2 μm. Le scelte tipiche di abrasivi includono: ossido di alluminio per la rettifica dell'acciaio comune, CBN (nitruro di boro cubico) per acciaio temprato oltre 50 HRC, mole diamantate per materiali in carburo e ceramica. Fascia di prezzo: da 5,000 a 50,000 dollari e oltre, a seconda delle dimensioni e del livello di automazione.
La rettifica è quasi sempre un'operazione secondaria. I componenti vengono prima sgrossati su una fresatrice o un tornio, poi sottoposti a trattamento termico per raggiungere la durezza predefinita e infine rifiniti con una rettificatrice per ottenere la forma e le dimensioni finali. Tuttavia, la rimozione di materiale durante il processo è solitamente di soli 0.1-0.5 mm, al fine di compensare le distorsioni dovute al trattamento termico e ottenere una superficie finale estremamente liscia.
Macchine da taglio a getto d'acqua CNC

Le macchine a getto d'acqua CNC utilizzano un getto d'acqua a una pressione di 60,000-90,000 PSI (4,100-6,200 bar) che fuoriesce attraverso un minuscolo orifizio, talvolta (o frequentemente) riempito con particelle abrasive di granato. Questo processo permette di tagliare praticamente qualsiasi materiale – metallo, pietra, vetro, ceramica, materiali compositi, gomma – senza generare calore nella zona di taglio. Non si crea una zona termicamente alterata (HAZ). Non si verificano deformazioni dovute al calore né variazioni di durezza sul bordo di taglio.
Il taglio a getto d'acqua può tagliare l'acciaio fino a 300 mm (12 pollici) di spessore, tuttavia la velocità di taglio diminuisce drasticamente con l'aumentare dello spessore. Per l'acciaio dolce da 2,5 cm (1 pollice), si possono prevedere velocità di taglio di circa 5-10 pollici al minuto (IPM). Il processo è più adatto al taglio di materiali spessi, pur essendo leggermente più lento del taglio al plasma o laser su lamiere di spessore 18GA. I vantaggi includono la versatilità dei materiali e la possibilità di produrre bordi ben definiti.
✔ Vantaggi
- Nessuna zona termicamente alterata: nessuna distorsione termica
- Taglia qualsiasi materiale (metalli, pietra, vetro, materiali compositi)
- Nessuna emissione di fumi tossici o rischi specifici del materiale.
- Con un abrasivo finissimo e una bassa velocità di avanzamento trasversale è possibile ottenere una qualità del bordo Ra compresa tra 3.2 e 6.3 μm.
- Nessuna usura degli utensili nel senso tradizionale del termine.
⚠ Limitazioni
- Più lento su metalli spessi rispetto al plasma
- Elevato consumo di granato abrasivo (0.20-0.40 dollari/libbra)
- È necessaria la gestione dell'acqua e degli abrasivi esausti.
- Conicità nei tagli spessi (0.1 tipico, abbinato a un azionamento della testa a 5 assi)
- Prezzo: $ 50,000– $ 200,000
Qualsiasi residuo di granato abrasivo dopo il processo viene considerato rifiuto industriale nella maggior parte delle zone. L'usura delle vasche per il taglio a getto d'acqua richiede che i fornitori indossino dispositivi di protezione delle vie respiratorie (P100 o simili) durante l'ispezione dell'interno delle vasche. L'inalazione di polvere fine di granato può causare silicosi. Verificare con le autorità locali le modalità di smaltimento corrette; in alcune zone questo tipo di rifiuto viene accettato come rifiuto soggetto a licenza.
Un altro falso mito: "il taglio a getto d'acqua lascia un bordo frastagliato". Un'impostazione di qualità Q-5 (parametro più lento, valore di larghezza 0) di altissima qualità produrrà una finitura superficiale Ra pari o superiore a 3.2 μm, paragonabile a una finitura ottenuta con fresatura media. L'idea che il bordo sia frastagliato è un equivoco nato nelle officine di produzione ad alto volume che lavoravano a pieno regime con l'impostazione Q1 (la più veloce). Velocità e finitura sono parametri regolabili.
Macchine CNC multiasse: spiegazione delle macchine a 3, 4 e 5 assi.
Anche il numero di assi della macchina CNC è importante. Una macchina a 5 assi offre maggiore libertà di movimento per l'utensile e il pezzo rispetto a una a 3 assi. Meno dispositivi di fissaggio e minori possibilità di errore durante il processo.
Ma ciò significa anche una macchina CNC più costosa e una programmazione più complessa, nonché una tariffa oraria più elevata.
| Caratteristica | 3-Asse | 4-Asse | 5-Asse |
|---|---|---|---|
| Assi | X E Z | X, Y, Z + A (rotazione) | X, Y, Z + A + B/C |
| Impostazioni richieste | Multiplo (parte ribaltabile) | Meno (indicizzazione rotativa) | Configurazione singola |
| Complessità del Componente | Caratteristiche prismatiche 2.5D | Rotazionale + prismatico | Forma libera, sottosquadri |
| Tariffa oraria | $ 40–$ 75/ora | $ 75–$ 150/ora | $ 150–$ 325/ora |
| Costo macchina | $ 50,000- $ 150,000 | $ 80,000- $ 250,000 | $ 150,000– $ 500,000+ |
| Industrie tipiche | Produzione generale, prototipazione | settore automobilistico, incisione | Aerospaziale, medico, muffa |
Il consiglio di Tim: l'80% dei pezzi prismatici si lavora al meglio e al minor costo su una macchina a 3 assi. Riservate la macchina a 5 assi per curve a forma libera, sottosquadri profondi o dove un minor numero di attrezzaggi giustifica il sovrapprezzo di 3-5 volte sulla tariffa oraria. Se acquistate la macchina a 5 assi solo perché costa di più, esaurirete rapidamente il risparmio cedendo lavori che avrebbero potuto essere eseguiti su un centro di lavoro a 3 assi a un quarto del costo orario.
Un'azienda produttrice di impianti ortopedici è passata dalla lavorazione a 3 assi (6 configurazioni per componente del ginocchio) alla lavorazione simultanea a 5 assi (1 configurazione) con la stessa attrezzatura. I tempi di installazione sono stati eliminati, il tempo di configurazione per lotto è stato ridotto da 4.5 a 0.75 ore. Gli scarti, che superavano l'8%, sono scesi a meno dell'1%. Il ritorno sull'investimento (ROI) di 18 mesi per la macchina da 350,000 dollari è stato raggiunto in 11 mesi.
Quante diverse macchine CNC esistono?
È facile contarle. In base alla loro applicazione principale – fresatura, tornitura, lavorazione al plasma, laser, elettroerosione, rettifica, getto d'acqua e forse anche ai loro principi secondari – si possono individuare almeno 10 categorie principali (quelle che menziono in questa guida). In base al numero di assi di movimento, lo spettro si estende dai leggeri torni a 2 assi alle macchine svizzere a 12 assi completamente equipaggiate con doppi mandrini e doppi cambi a colonna.
Secondo il sistema di controllo, ci sono tante evoluzioni quanti sono i principali produttori: Fanuc, Siemens, Heidenhain, Mitsubishi, Mazak. È un elenco infinito di tentativi falliti. Desideri dare un'occhiata a una famiglia vicina di apparecchiature dotate di CNC, dai un'occhiata a macchine per estrusione.
Come scegliere la macchina CNC giusta per la tua applicazione
Quali fattori bisogna considerare nella scelta di una macchina CNC?
Cinque cose da fare. Se le fate bene, sarà quasi impossibile scegliere la macchina sbagliata:
- Tipo di materiale e durezza: l'alluminio, essendo più morbido, si lavora meglio con una macchina rispetto all'acciaio per utensili D2 temprato. Il materiale scelto escluderebbe diverse possibilità ancor prima di iniziare.
- Complessità della geometria del pezzo: forme prismatiche semplici rispetto a forme di contorno a superficie libera rispetto a forme di lamiera/piastra (numero di assi e tipo di macchina).
- Tolleranza e requisiti per la finitura. 0,010″ non ha alcuna importanza, quindi 0,0005″ richiedono apparecchiature speciali e la maestria del processo.
- Volume di produzione: singolo prototipo o 10,000 unità al mese. Il volume di produzione influenza il livello di automazione necessario e la giustificazione dell'investimento in macchinari costosi.
- Budget - che comprende sia le spese in conto capitale che i costi operativi (ad esempio attrezzature, materiali di consumo, competenze degli operatori e superficie).
Per illustrare la relazione tra questi fattori e la raccomandazione del modello di macchina, abbiamo riportato di seguito una matrice di selezione:
| Classe materiale | Geometria semplice | Complessità moderata | Complesso / Forma libera |
|---|---|---|---|
| Morbido (<200 HB) | Fresatrice CNC (da 3 a 100 dollari) | Fresatrice CNC a 3 assi (da 50 a 150 dollari) | Fresatrice CNC a 5 assi (da 150 a oltre 500 dollari) |
| Medio (200–400 HB) | Tornio CNC (da 15 a 60 dollari) | Fresatrice a 3 assi o tornio-fresatrice | Fresatrice a 5 assi (da 150 a oltre 500 dollari) |
| Duro (>400 HB) | Rettifica CNC (da 5 a 50 dollari) | EDM (30-250 dollari) | Combinazione di fresatura a 5 assi e elettroerosione. |
| Foglio / Piastra | Plasma (da 12 a 300 dollari) | Laser (da 5 a 300 dollari) | Getto d'acqua (da 50 a 200 dollari) |
I nostri responsabili di officina, esperti meccanici, commentano spesso: "È il rivenditore a fare davvero la differenza": l'assistenza e la disponibilità dei pezzi di ricambio contano tanto quanto le specifiche tecniche della macchina. Un'ottima macchina acquistata da un rivenditore senza un servizio di assistenza nella vostra zona vi costerà di più in termini di tempi di fermo macchina rispetto al risparmio sul prezzo.
Sei pronto a gestire la tua applicazione scegliendo una macchina? Sfoglia la nostra database di macchine CNC con specifiche dettagliate per ogni categoria. Per altri utensili e risorse per la lavorazione dei metalli, consultare il nostro articolo su incisione laser su superfici metalliche piane.
UD Machine progetta e commercializza macchine CNC. Per le specifiche, i prezzi e altre informazioni di mercato relative alle macchine CNC, ci affidiamo a pubblicazioni di settore indipendenti (citate nella sezione Riferimenti). La nostra matrice di marketing si basa su consigli generali della Machine Tool Accessories Association; la vostra specifica applicazione potrebbe richiedere soluzioni diverse. Raccomandiamo a ogni acquirente di richiedere prove di taglio su campioni del materiale che intende lavorare prima di prendere la decisione finale di acquisto.
Domande frequenti

D: Quali sono i 5 tipi più comuni di macchine CNC?
Visualizza risposta
D: Quali sono i 7 tipi principali di macchine utensili?
Visualizza risposta
D: Il tipo di materiale influisce sulla scelta della macchina CNC?
Visualizza risposta
D: Quanto costa una macchina CNC?
Visualizza risposta
D: Le macchine CNC possono lavorare sia il metallo che la plastica?
Visualizza risposta
D: Qual è la macchina CNC più precisa?
Visualizza risposta
D: Perché le macchine CNC sono importanti nella produzione moderna?
Visualizza risposta
Trova la macchina CNC più adatta alla tua attività
Consulta le specifiche, richiedi preventivi e confronta le offerte in tutte le 10 categorie trattate in questa guida.
Informazioni su questa guida per macchine CNC
Questa guida illustra 10 tipologie di sistemi CNC, con dati di tolleranza tratti da ISO 2768, ASME Y14.5 e dalle schede tecniche dei produttori. I dati di mercato provengono da Mordor Intelligence (mercato CNC), Fortune Business Insights (taglio laser), GM Insights (elettroerosione) e Optech Consulting (adozione del laser a fibra). Le fasce di prezzo si basano sui prezzi delle nuove apparecchiature del 2025-2026 per i mercati nordamericano e internazionale; i valori possono variare a seconda della configurazione, del rivenditore e della regione. Ogni esempio di scenario è tratto da casi d'uso comuni documentati nel settore.
Riferimenti e fonti
- Dimensioni e quota di mercato del settore delle macchine CNC — Intelligence di Mordor
- Guida alle tolleranze di lavorazione CNC — Protolabs
- ISO 2768 — Tolleranze generali per le dimensioni lineari e angolari — ISO
- Dimensionamento e tolleranze (GD&T) — ASME Y14.5
- Ricavi dei sistemi laser industriali: dati di mercato — Consulenza Optech
- Dimensioni del settore e previsioni di mercato per le macchine da taglio laser. — Fortune Business Insights
- Rapporto di mercato sulle macchine a scarica elettrica (EDM) — Approfondimenti di GM
- Mercato dell'elettroerosione: segmenti di settore e applicazioni — Ricerca di settore
Articoli Correlati
Commenti del team di ingegneri di UD Machine, esperti in macchinari CNC industriali e automazione.






