Le tréfilage et l'extrusion sont des procédés de travail des métaux qui sont d'une grande importance et ont des objectifs et des résultats différents. Deux de ces procédés sont examinés dans cet article : le tréfilage et l'extrusion et leur pertinence par rapport au processus, l'application la plus courante et la comparaison avec d'autres méthodes. En comprenant le tréfilage et l'extrusion, le lecteur reconnaîtra en quoi ces deux méthodes sont différentes l'une de l'autre, quels sont leurs mérites et quelles difficultés sont rencontrées dans l'utilisation pratique de ces méthodes. Dans cet article, nous explorerons les deux procédés de tréfilage et d'extrusion qui ont attiré beaucoup d'attention mais peu d'accent sur ce qu'ils font dans le travail des métaux, ainsi que les différents domaines où ces procédés sont nécessaires ainsi que la précision et la fiabilité qu'ils devraient avoir.
Qu'est-ce que le tréfilage ?

Le tréfilage est un procédé de travail des métaux dans lequel un fil métallique est tiré à travers une série de matrices pour réduire son diamètre et augmenter sa longueur. Il s'agit d'un procédé couramment utilisé dans plusieurs industries, notamment la fabrication de fils pour des applications électriques, la fabrication de composants pour automobiles et dans la construction. Le tréfilage permet un contrôle précis des dimensions du fil et de ses propriétés mécaniques, ce qui permet d'obtenir des fils plus résistants, plus flexibles et plus conducteurs. La déformation contrôlée du fil permet d'éliminer facilement les impuretés et les défauts de surface du fil, ce qui permet d'obtenir une finition de surface brillante et uniforme. De cette manière, les fabricants de fils peuvent créer des fils de différentes épaisseurs et longueurs en fonction des exigences des différentes applications.
Explication du processus de tréfilage
Le tréfilage est un procédé de travail des métaux utilisé pour fabriquer des fils de différentes longueurs et épaisseurs, plus résistants, plus flexibles et plus conducteurs. Il consiste à tendre le fil jusqu'à certaines limites tout en nettoyant et en lissant sa surface. L'importance du tréfilage vient du fait qu'il offre la possibilité de contrôler avec précision le diamètre, la longueur et de nombreuses autres caractéristiques mécaniques d'un fil requises dans les secteurs du câblage électrique, de la construction et de la fabrication.
Le tréfilage peut être défini comme un processus dans lequel un fil est amené à passer à travers une matrice, suivi d'un allongement et d'une réduction progressive de la section du fil. La matrice comporte une ouverture qui reste sous une forme étirée lorsque le fil est incliné à travers elle. L'ouverture à travers la matrice resserre le fil lorsque la tension exercée sur lui sur toute sa longueur provoque son étirement. Ce durcissement par contrainte augmente globalement la longueur du fil. Différentes contraintes sont utilisées dans ce processus en plusieurs étapes pour créer des fils de fil de géométrie et de caractéristiques prescrites.
Le tréfilage est le plus souvent utilisé dans les fils électriques, où la capacité de reproduire les dimensions des fils et leurs propriétés fonctionnelles électriques est requise. Un grand nombre d'applications s'étendant à de nombreux secteurs se trouvent dans la fabrication de composants et de produits tels que des pièces automobiles, des ressorts et des fixations, pour n'en citer que quelques-uns, avec la trame ou la résistance et la variation du fil.
Il est essentiel de comprendre que le tréfilage et l'extrusion est un processus qui impliquent la modification de la forme d'un métal. Alors que le tréfilage vise à étirer le fil en réduisant son diamètre et en augmentant sa longueur, dans l'extrusion, le métal est pompé ou forcé à travers une matrice pour produire des formes et des profils complexes. Ces deux procédés ont leur importance et leurs applications, mais tous deux sont des procédés indispensables dans les industries métallurgiques qui permettent de fabriquer des produits de haute qualité dans un large éventail d'industries.
Applications dans le câblage électrique
En ce qui concerne le câblage électrique, le tréfilage et l'extrusion font partie des procédés les plus importants pour assurer la production de composants électriques idéaux. Le tréfilage, qui met l'accent sur l'allongement des fils tout en réduisant la taille du diamètre, est particulièrement bénéfique pour la formation d'un vaste réseau de fils de très petit calibre utilisés dans les circuits électriques sophistiqués. Cependant, l'extrusion permet la formation de formes et de profils complexes nécessaires aux connecteurs, aux boîtes de jonction ou à l'isolation des câbles. Grâce à cette combinaison de techniques, les fabricants peuvent se conformer à de nombreuses normes strictes imposées par le secteur électrique de l'économie et fournir des systèmes électriques fiables et efficaces.
En quoi le tréfilage est-il un processus de travail des métaux ?
Le tréfilage est un procédé qui consiste à créer des fils de plus petite densité sans raccourcir leur longueur. Le tréfilage est essentiellement défini comme l'acte de former un fil en le tirant à travers une séquence de matrices. Un fil étroit de longueur considérable est obtenu par tréfilage, qui est utilisé pour des applications telles que les circuits de fils et de nombreuses autres connexions électroniques si nécessaire. Chaque procédé de tréfilage augmente la résistance du fil, son intégrité mécanique et électrique, ainsi que la tension superficielle du fil.
L'opération principale impliquée dans le processus de tréfilage est la déformation du fil. Le fil est étiré à travers les matrices sous une certaine tension et pendant le processus de tirage, une déformation plastique du métal se produit et le diamètre se réduit. Pendant le tréfilage des fils, la surface du fil est enduite d'un lubrifiant pour réduire le contact et les dommages sur la surface. Les paramètres du tréfilage comprennent :
Diamètre du fil : l'épaisseur initiale ou pré-étirage du fil est appelée diamètre du fil.
Taille de la matrice : en ce qui concerne le tréfilage, le fil le plus rapide est terminé aux dimensions souhaitées des matrices
Rapport de réduction : exprimé comme le diamètre initial du fil divisé par le diamètre final du fil et fournit une estimation du changement.
Vitesse de tréfilage : pour chaque filière utilisée dans le processus de tréfilage, il existe une filière à travers laquelle le fil est tréfilé. La vitesse de tréfilage influence directement à la fois l'efficacité et la qualité du tréfilage.
Lubrification : C'est le lubrifiant qui est appliqué pendant le tréfilage et utilisé dans le processus d'étirage pour minimiser la résistance pendant l'étirage.
Le tréfilage est une technique spécialisée et indispensable à la fabrication de fils et câbles électriques, et a de nombreuses applications dans les secteurs de l'automobile, de l'aérospatiale et des télécommunications. Il permet de produire des fils aux dimensions et aux propriétés mécaniques contrôlées qui seront utiles et efficaces lors de leur utilisation dans les systèmes électriques.
Exploration du processus d'extrusion
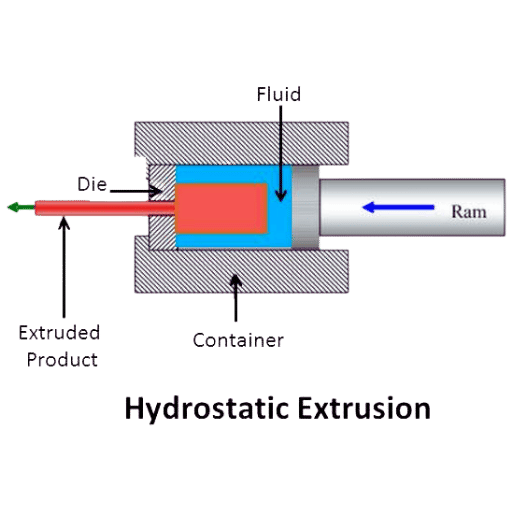
Le procédé d'extrusion est une méthode essentielle dans le travail des métaux, utilisée pour fabriquer des pièces aux silhouettes complexes et aux caractéristiques de résistance spécifiques. Il consiste à appliquer une pression élevée sur un ou plusieurs matériaux, généralement métalliques ou plastiques, pour forcer le matériau à travers une forme (une matrice) de la géométrie et des caractéristiques souhaitées. Grâce à cette connaissance des caractéristiques du procédé d'extrusion, les fabricants peuvent l'utiliser pour la production de composants de différentes formes, dimensions, caractéristiques mécaniques ainsi que pour des améliorations de surface.
Types d'extrusion : directe et indirecte
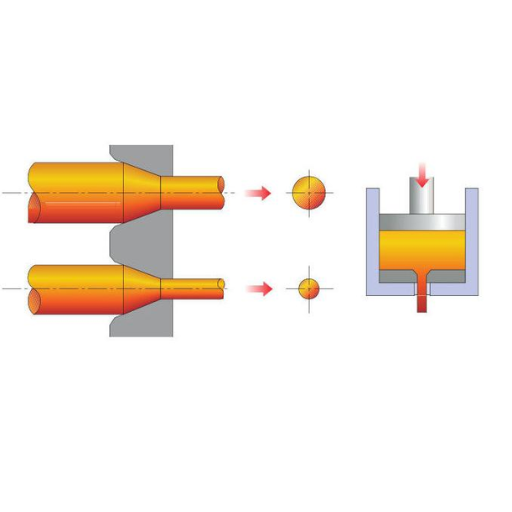
Deux distinctions principales peuvent être faites à propos de l'extrusion : l'extrusion directe et l'extrusion indirecte. L'extrusion directe se produit lorsque le piston pousse le matériau à travers la matrice. Elle est utilisée pour les matériaux qui ont des forces d'extrusion plus faibles et des sections transversales faciles à extruder. En revanche, l'extrusion indirecte est l'inverse dans la mesure où la matrice est déplacée vers le matériau, le poussant ainsi à travers la matrice. Cette technique est utilisée sur des matériaux ayant des forces d'extrusion plus élevées ou des formes transversales plus complexes. L'extrusion directe et indirecte de formulation ont toutes deux leurs avantages particuliers et sont également acceptées dans la fabrication de métaux et de plastiques dans divers domaines. Pour une meilleure compréhension de ces types d'extrusion, la meilleure approche serait de visiter les 3 principaux sites Web actuellement sur Google.com sur ces questions.
Le rôle de l'extrusion dans le travail des métaux
L'extrusion a une fonction très importante dans le travail des métaux car elle est utilisée pour créer des pièces métalliques de manière efficace et précise. En tant que processus de déformation, l'extrusion aide à capturer des structures cohérentes en interne de formes transversales plus complexes dans les métaux. En comparant le tréfilage et l'extrusion, il faut préciser qu'il existe désormais une activité commune de travail des métaux, mais la technologie et le but fonctionnel sont fondamentalement différents. Le tréfilage concerne la production de fils qui seront utilisés pour des applications électriques et structurelles, tandis que l'extrusion est largement utilisée dans les industries des plastiques et des métaux. Ces procédés présentent également d'autres avantages tels qu'une meilleure finition de surface et la capacité de travailler dans des matériaux étirés qui nécessitent des forces d'extrusion importantes. Cependant, certains problèmes sont associés au tréfilage des métaux ou à la maîtrise de l'extrusion et du tréfilage des métaux, en abordant l'inconvénient de la déformation. Une fois les particularités de la processus d'extrusion sont compris, les fabricants seront en mesure de livrer des produits métalliques de qualité.
Pourquoi l'extrusion est un processus de déformation
L'extrusion est un procédé de travail des métaux très efficace destiné à faciliter la déformation pour les fabricants souhaitant créer un assortiment de formes. Ce procédé consiste à appliquer une force importante, soit par un mouvement de poussée, soit par un mouvement de traction, sur un matériau qui a été façonné pour passer dans une matrice, modifiant ainsi sa section transversale et ses dimensions au cours du processus. Les points suivants mettent en évidence les raisons pour lesquelles l'extrusion est une méthode privilégiée pour la déformation :
Efficacité dimensionnelle et de forme : L'utilisation de l'extrusion est avantageuse pour les producteurs car ils pourront réguler la déformation dans le processus en garantissant des dimensions et une forme uniformes. Certains des paramètres à prendre en compte lors des étapes précédentes de l'extrusion des métaux sont la température, la vitesse d'extrusion et la géométrie de la filière.
Amélioration de la structure interne : La technologie d'extrusion permet de rectifier sensiblement les propriétés des matériaux travaillés. Elle permet d'améliorer la structure du grain, de renforcer le matériau et même d'enrichir les propriétés mécaniques de l'ensemble du matériau. Pour obtenir les propriétés attendues d'un matériau, il faut respecter des températures optimales lors de l'extrusion et des compositions d'alliage adaptées.
Création de formes complexes : l'extrusion nécessitant la production de formes complexes, il peut être difficile de les fabriquer à l'aide de techniques traditionnelles. En utilisant des configurations de matrices appropriées, les fabricants peuvent accomplir la tâche d'extrusion de matériaux en sections conçues pour être uniques, qu'il s'agisse de profilés, de tubes, de tiges ou de toute autre forme.
Rentabilité et efficacité matérielle : L'extension permet d'utiliser des paramètres qui s'accompagnent du concept de minimisation des coûts en ce qui concerne le processus de production. La rareté des déchets et la possibilité d'utiliser des chutes de déchets ou des matériaux recyclés pendant la production minimisent également le coût lié à la production de masse, faisant ainsi de l'extension un processus rentable.
Polyvalence et large gamme d'applications : En raison des différents processus impliqués, de nombreuses industries telles que l'automobile, l'aérospatiale, la construction et la fabrication de biens de consommation ont adopté des extensions dans la production de masse. Une grande variété de matériaux, notamment l'aluminium, l'acier, le cuivre et les plastiques, peuvent être utilisés dans le processus d'extrusion, améliorant ainsi sa capacité dans les processus de déformation.
Grâce à l’utilisation de l’extrusion, les fabricants peuvent éliminer les limitations posées par la déformation, façonner le produit avec précision et fabriquer des éléments métalliques avec des qualités supérieures telles que la précision des dimensions et des propriétés.
Comparaison entre le tréfilage et l'extrusion
Lors de la comparaison des procédés de tréfilage et d'extrusion, les facteurs de tréfilage doivent être pris en compte. Explorons les différences, notamment en ce qui concerne les changements de section transversale et la qualité de surface, pour mieux apprécier les mérites des deux méthodes et leurs applications. La distinction entre le tréfilage et l'extrusion est importante pour les fabricants car elle aide à sélectionner la technique la plus appropriée aux exigences de production et aux objectifs finaux donnés.
Différence entre les techniques d'étirage et d'extrusion
Lorsque l'on aborde les méthodes de tréfilage et d'extrusion et que l'on compare les méthodes, il est nécessaire d'inclure divers paramètres qui déterminent la capacité et l'efficacité de chaque méthode particulière. Faites-nous connaître les différences entre ces changements de section transversale et la finition de surface en particulier afin que nous puissions en savoir plus sur les avantages et les utilisations des différentes méthodes. Pour vous donner un bon aperçu de ces techniques, je peux vous référer aux sources appropriées sur Internet, telles que les 3 premiers sites sur google.com.
Le tréfilage est un procédé qui consiste à diminuer le diamètre d'un fil en le tirant à travers une filière de plus petite section déformée par rétraction thermique. Il est très souvent utilisé pour des applications électriques et structurelles qui nécessitent des propriétés et des tolérances mécaniques.
L'autre méthode est plutôt connue sous le nom d'extrusion, qui consiste à pousser un métal ou un plastique à travers une matrice ayant une section transversale prévue. Il s'agit du processus de déplacement d'un matériau à travers une matrice jusqu'à la forme transversale souhaitée. Elle est devenue utilisable par l'industrie car elle peut permettre aux industries du plastique et du métal de fabriquer des profilés, des tiges et des tubes ayant des formes et des surfaces spécifiques.
Parmi les distinctions notables entre les techniques de tréfilage et d’extrusion, il convient de noter les suivantes :
Défauts de section transversale : La technologie de tréfilage ne fonctionne efficacement que pour réduire la section transversale du fil, mais conserve la forme et étire le fil au cours du processus. D'autre part, l'extrusion permet la formation de formes de section transversale dentelées ainsi que de sections coniques et creuses.
Traitement de surface : L'observateur remarquera que le tréfilage rencontre de nombreuses surfaces rugueuses car les fils après tréfilage subissent un étirement et une compression pendant le tréfilage des principales parties du fil. D'un autre côté, les processus d'extrusion peuvent conduire à une finition de surface peu lisse en raison d'une trop grande quantité de matière active frottée sur la matrice.
Les fabricants feront la distinction entre les techniques de tréfilage et d'extrusion en se basant sur une analyse minutieuse des avantages et des limites de chaque technique par rapport aux spécifications ou aux objectifs de production. Quant aux autres, ils doivent comprendre parfaitement cette question complexe et obtenir toutes les informations critiques auprès de sources fiables et réputées ainsi que des conseils d'experts.
Analyse des changements transversaux
Lors de l'étude des procédés de tréfilage ou d'extrusion, il est nécessaire d'analyser également leurs paramètres techniques ainsi que leurs effets. Concentrons-nous sur ces facteurs importants :
Flux et déformation du matériau : lors du tréfilage, la section transversale du fil est réduite en tirant le fil à travers une filière. Ce procédé permet d'augmenter la longueur tandis que le diamètre est réduit, ce qui entraîne des modifications de la structure du grain, de la microstructure et des propriétés mécaniques du matériau. En revanche, lors de l'extrusion, le matériau est façonné selon la section transversale souhaitée en le forçant à traverser une filière, ce qui entraîne une déformation plastique et un changement de forme de la section transversale.
Rugosité de surface : En raison des forces de frottement entre le fil et la matrice, le tréfilage présente moins de défauts de surface. En revanche, lors de l'extrusion, les valeurs de rugosité de surface produites sont légèrement plus élevées en raison de l'interaction matériau-matrice.
Paramètres et considérations : Plusieurs paramètres techniques interviennent dans la compréhension des changements de section transversale, notamment : la configuration et la géométrie de la matrice, les techniques de lubrification et de refroidissement, les propriétés mécaniques du matériau, telles que la résistance et la ductilité, les vitesses du bain ou de l'extrusion, le rapport de réduction, les températures des billettes ou des fils, la rugosité du matériau et de la surface de la matrice. La connaissance et l'amélioration des paramètres techniques visent à garantir des rendements acceptables ainsi que la qualité des produits pendant les processus de tréfilage et d'extrusion des fils. Il est donc important pour les fabricants de se référer à des sources fiables, de demander l'aide d'experts et de tester les processus de manière plus intensive pour trouver les paramètres techniques les mieux adaptés à leurs besoins de production.
Différences de finition de surface dans les produits métalliques
Étant un expert en emboutissage et extrusion de métaux, je suis compétent en ce qui concerne les particularités de la finition de surface des produits métalliques. De plus, la finition de surface constitue une partie insignifiante car elle est un facteur décisif dans l'apparence, l'efficacité et l'utilité des composants métalliques. Dans tous les cas, les caractéristiques de finition de surface attendues doivent être respectées par le biais de plusieurs exigences et limites opérationnelles. En examinant les trois principales recherches Google concernant le sujet concerné, je peux tirer les conclusions suivantes :
Paramètres de finition de surface : La finition de surface des produits métalliques peut être fonction de différents paramètres tels que :
Méthodes de lubrification et de refroidissement : L'utilisation considérable de défauts et d'améliorations de surface contribue à obtenir une meilleure finition.
Type et finition de surface de la matrice : L'utilisation des matériaux de la matrice ainsi que les caractéristiques de surface déterminent la rugosité et la qualité du produit final.
Vitesse d'étirage ou d'extrusion : Il est très important de contrôler la vitesse de l'opération pour obtenir une cohérence et réduire le nombre de défauts de surface.
Propriétés du matériau : Les propriétés intrinsèques du métal telles que la résistance et la ductilité déterminent la finition de surface qui sera obtenue.
Importance de l'optimisation : les fabricants doivent tenir compte des exigences des produits et des processus respectifs lors de la conception d'une finition de surface optimale. Ils doivent tenir compte de la littérature pertinente et des avis d'experts et effectuer une analyse comparative appropriée pour arriver à des paramètres adaptés à leurs exigences de production particulières. Cela contribue à atteindre les objectifs souhaités et à garantir la qualité de la finition de surface dans les processus de tréfilage et d'extrusion.
L’injection et l’amélioration de ces paramètres grâce à l’optimisation de la conception permettent aux fabricants de gérer et d’optimiser la surface des produits métalliques finis afin que les attentes esthétiques et fonctionnelles soient correctement prises en compte.
Applications courantes du tréfilage et de l'extrusion

Tréfilage :
Câblage électrique : Le procédé de tréfilage est une forme avancée de technique de tréfilage à froid qui est principalement utilisée dans la production de câblage électrique tel que les systèmes résidentiels, commerciaux et industriels. Les paramètres du procédé garantissent la production de fils au profil uniforme et lisse et présentant une conduction électrique et une isolation maximales du fil.
Composants structurels : Le tréfilage est également utilisé dans la fabrication de composants structurels dans des secteurs tels que la construction, l'automobile et l'aérospatiale. Il permet de fabriquer des fils aux dimensions et aux propriétés mécaniques requises pour une utilisation dans des applications nécessitant une résistance.
Extrusion:
Fabrication de plastique : L'extrusion est l'un des processus de travail les plus essentiels dans le domaine de la fabrication de fichiers en plastique. Elle est également utilisée pour mouler les plastiques à l'état fondu en tuyaux et autres formes, notamment les tubes, les feuilles et les profilés. Elle permet de créer des formes plus complexes avec des dimensions et une finition de surface constantes.
Fabrication de métaux : En ce qui concerne la fabrication de métaux, l'extrusion est principalement utilisée dans la production de profilés, de tiges et de tubes. Elle facilite la fabrication de pièces métalliques qui ont des formes et des propriétés physiques particulières requises dans différentes industries, notamment la construction, l'automobile et l'aéronautique.
Les fabricants peuvent utiliser des procédés de tréfilage et d'extrusion pour répondre aux exigences de différents domaines et produire des pièces de taille, de résistance et de finition de surface prédéterminées. Étant donné que ces procédés offrent flexibilité et contrôle, ils deviennent importants dans une large gamme d'applications dans différents secteurs.
Tréfilage pour usages électriques et structurels
Le tréfilage est une opération de base qui est appliquée dans les éléments structurels et d'alimentation électrique. Il s'agit du processus consistant à forcer un fil métallique à travers une matrice pour rétrécir sa section transversale et améliorer ses propriétés. Je reconnais le tréfilage comme une façon de travailler dans les opérations et je le dis pour les industries des télécommunications, de l'électricité et de la construction. Cela permet le développement de fils de section transversale, de résistance à la traction et de traitement de surface spécifiques. En ajustant précisément les paramètres de tréfilage, les fabricants peuvent produire des fils répondant aux besoins critiques de ces industries, garantissant des performances satisfaisantes dans n'importe quelle application.
L'extrusion dans la fabrication de plastique et de métal
L'extrusion est une méthode courante dans la fabrication de plastique et de métal. Ce procédé consiste à forcer le matériau à travers une matrice pour former des produits aux formes et aux tailles requises. Dans le cas de l'extrusion de plastique, ce procédé s'avère utile pour la fabrication de tuyaux, de tubes et de tôles. Dans la fabrication de métaux, ce procédé est utilisé pour la création de tiges, de barres et de profilés.
L'utilisation de la méthode d'extrusion présente de nombreux avantages en termes d'efficacité du processus de fabrication. Elle permet de produire une section transversale continue et cohérente, ce qui peut également être assez complexe. Le processus est associé à des taux de production élevés et à une efficacité de production permettant une application dans des produits de production de masse. De plus, il convient de noter que les pièces en plastique et en métal extrudées ont tendance à avoir de meilleures qualités telles que la robustesse.
Cependant, certaines complications peuvent survenir lors de l'exécution de l'extrusion. Certaines complications telles que la déformation, la traction et la répartition du matériau peuvent survenir et entraîner des défauts de propriétés. Le diamètre de la billette et les tolérances de section transversale sont deux facteurs qui garantissent la cohérence du produit. Enfin, il peut être difficile d'obtenir la qualité de surface attendue, car le processus d'extrusion peut donner lieu à des surfaces rugueuses et irrégulières.
Pour relever ces défis, les fabricants ont recours à plusieurs technologies et techniques. L'utilisation de matrices sophistiquées et une sélection rigoureuse des paramètres du processus d'extrusion réduisent considérablement la distorsion et améliorent les propriétés de traction. Le contrôle du processus assure également la cohérence de la hauteur et de l'épaisseur de la billette ainsi que de sa section transversale. Le polissage et un peu de roulage peuvent également être utilisés pour améliorer la qualité de surface des articles extrudés.
Au fur et à mesure que les fabricants apprennent les caractéristiques essentielles de l'extrusion dans les industries du plastique et du métal, certains défis sont surmontés tandis que les opportunités offertes par ce processus sont pleinement exploitées. Il est également important pour la fabrication de divers produits et le développement de différents secteurs.
Avantages des métaux étirés à froid et extrudés
Dans le cadre de mon travail, je voudrais défendre ouvertement les procédés d'étirage et d'extrusion des métaux, car ils sont connus pour étirer à froid le métal et/ou l'extruder respectivement. Les métaux étirés ou extrudés par ces procédés sont déformés d'une manière qui améliore leurs propriétés métallurgiques et leur précision. Il s'avère que les métaux étirés à froid ont d'excellentes caractéristiques telles que la résistance à la traction, la précision dimensionnelle et la finition de surface qui peuvent être utilisées dans des applications nécessitant des tolérances élevées. Alors que les métaux extrudés ont la capacité et la flexibilité d'être produits dans une variété de formes, de tailles et de conceptions qui, à leur tour, offriront une grande liberté de conception aux fabricants. Il est ainsi possible de fabriquer une grande variété de produits, y compris, mais sans s'y limiter, des pièces structurelles dans l'industrie aérospatiale, des pièces automobiles complexes et des appareils électriques grand public. En général, les métaux étirés à froid visent à améliorer les propriétés mécaniques des métaux et des pièces métalliques, la précision dimensionnelle et les qualités de surface des articles métalliques, ainsi que les opportunités de conception. Tous ces aspects rendent ces métaux essentiels dans les industries d'aujourd'hui.
Défis dans l'emboutissage et l'extrusion des métaux

Les processus d'étirage et d'extrusion de produits métalliques comportent leurs propres problèmes spécifiques qui doivent être traités correctement pour obtenir une efficacité maximale et une qualité maximale des produits finis. Pour surmonter les problèmes ci-dessus, il faut une connaissance approfondie des caractéristiques des matériaux, des régimes de processus et des technologies de fabrication avancées. Ces défis sont résolubles et, à l'aide de techniques et d'outils appropriés, les fabricants peuvent produire des pièces et des produits métalliques bien conçus et de la plus haute qualité.
Traitement des problèmes de déformation et de traction
Les facteurs de déformation et de traction représentent des défis cruciaux pour l'emboutissage et l'extrusion des métaux, qui remettent principalement en question la qualité et l'intégrité des produits finis. Pour faire face à ces problèmes, les fabricants doivent prendre en compte les principales étapes décisives suivantes :
Paramètres du procédé : Des paramètres de procédé appropriés tels que la température, la vitesse de déformation et la lubrification doivent être définis pour atténuer les facteurs de déformation et de traction. Il est important de noter que ces paramètres doivent être ajustés en fonction des propriétés du matériau et du résultat souhaité.
Conception de l'outil : dans les cas où la déformation du matériau est importante, la conception de l'outil doit être optimisée de manière à ce que le flux du matériau usiné en pièces soit partiellement contrôlé. Certains des facteurs qui nécessitent un réglage approprié pour minimiser les contraintes de traction et atteindre la précision dimensionnelle souhaitée comprennent l'angle de l'outil, la longueur de la plage et le rayon du congé.
Sélection du matériau : Il est évident que les propriétés mécaniques du matériau et sa ductilité influencent grandement la déformation du matériau et les facteurs de traction pendant l'étirage et l'extrusion. La sélection du matériau peut être effectuée en fonction de plusieurs paramètres, notamment la résistance, l'allongement et le comportement d'écrouissage.
Traitement thermique : Une autre technique est proposée pour réduire la quantité de déformation et améliorer les propriétés mécaniques du métal. Par exemple, les traitements de recuit ou de détente des contraintes soulagent efficacement les contraintes résiduelles et améliorent la ductilité du matériau, ce qui diminue à son tour les risques de déformation et de rupture par traction.
Entretien des matrices : Des inspections et réparations régulières et ponctuelles des matrices sont essentielles pour garantir la précision dimensionnelle et limiter les risques de déformation. Si la surface de la matrice présente des traces d'usure ou des dommages, elle doit être corrigée immédiatement pour garantir l'uniformité de la qualité des produits fabriqués.
En évaluant et en utilisant judicieusement ces techniques, les fabricants peuvent résoudre efficacement les problèmes de déformation et de traction tant dans la conception que dans la fabrication de composants métalliques avec une métrologie et des propriétés mécaniques améliorées.
Gestion de l'uniformité des billettes et des sections transversales
Dans la fabrication, le maintien de la qualité et de la cohérence fonctionnelle des produits finis nécessite une gestion efficace de l'uniformité des billettes et des sections transversales. Plusieurs problèmes se posent lorsque l'on travaille à cet effet. Le premier concerne le type de matériau de la billette. Les compositions chimiques des matériaux qui possèdent les propriétés mécaniques requises, notamment les caractéristiques de résistance, d'allongement et d'écrouissage, doivent être utilisées. De plus, la température ainsi que la vitesse de refroidissement utilisées dans le moulage des processus de fabrication des boulons en forme de C doivent être contrôlées pour éviter des dimensions de section transversale différentes.
D'autre part, les paramètres techniques à prendre en compte pour la gestion de l'uniformité bimétallique et transversale peuvent inclure :
Composition du métal : S’assurer que le bimétal fabriqué répond aux propriétés mécaniques requises.
Température de coulée : Assurez-vous que la température est uniforme sur tout le radiateur coulé pendant la coulée afin qu'il n'y ait pas de différences thermiques sur ses sections transversales.
Temps de refroidissement du système : Réduisez ce temps pour refroidir suffisamment le composant et éviter de provoquer des dommages/modifications de la section transversale dus à des contraintes internes.
Billette et châssis. épaisseur du glaucome. Eléments en vrac allongés – longueur – horizontaux, hauteur : Cette section surveille et contrôle les dimensions d'un bimétal pour garantir le maintien de son profil optimal.
Mesures de contrôle : Des mesures correctives et préventives doivent être mises en place pour minimiser les cas de changements dimensionnels ou de composition bimétalliques.
À la lumière des facteurs mis en évidence et des facteurs énoncés, les fabricants peuvent contrôler l’uniformité de la billette et de la section transversale pour produire des composants métalliques de précision dont les dimensions et les propriétés mécaniques sont d’un niveau élevé.
Amélioration de la finition de surface dans la fabrication
Pour obtenir une meilleure finition de surface, il est fondamental de connaître les déterminants de la finition de surface finale. Après avoir utilisé les 3 principaux sites Web apparaissant sur Google.com, j'ai compilé les meilleures pratiques suivantes.
Tout d'abord, les fabricants doivent trouver les paramètres de fabrication les plus adaptés : il s'agit des paramètres optimisés pour le processus de coupe, tels que les vitesses de coupe, les vitesses d'avance et les géométries d'outils. Il est essentiel de trouver le bon compromis entre la qualité de la finition de surface et celle de l'enlèvement de matière.
Deuxièmement, une lubrification efficace doit être pratiquée : la lubrification de la surface usinée doit être effectuée correctement pour réduire la quantité de chaleur et de frottement produite ; ainsi, la rugosité de la surface usinée est considérablement réduite. Le type de lubrifiant à utiliser doit être correctement sélectionné. De plus, il doit être appliqué de manière cohérente.
Troisièmement, les engrenages et les abrasifs doivent être améliorés : en utilisant des outils et des abrasifs modernes dotés d'une géométrie et de revêtements supérieurs, il est possible d'obtenir une meilleure finition. Il faut suivre l'évolution de la technologie des outils.
Quatrièmement, les vibrations doivent être contrôlées : les imperfections de surface, qui peuvent dégrader la qualité, peuvent être atténuées en optimisant la quantité de rigidité, d’amortissement et de stabilité des éléments de la machine pour contrôler les vibrations de la machine.
Cinquièmement, des techniques de post-traitement doivent être utilisées : D’autres techniques de post-traitement telles que le polissage, l’électropolissage et les implémentations chimiques doivent être utilisées pour obtenir une surface plus fine.
Ces techniques décrites quant à elles permettent aux fabricants d'améliorer l'état de surface et donc de produire des composants de meilleure qualité avec des apparences améliorées.
Références
Résistance électrique et conductance
Premier fabricant d'extrudeuses de fils et de câbles en Chine
Questions fréquentes
Q : Qu'est-ce qu'un tréfilage ?
R : Le tréfilage est un procédé de travail des métaux utilisé pour réduire la section transversale d'un fil en tirant le fil à travers une seule matrice ou une série de matrices. Il s'agit d'un procédé de travail à froid qui permet d'obtenir un fil ayant un profil transversal constant.
Q : En quoi le processus d’extrusion diffère-t-il de l’emboutissage ?
R : L'extrusion et l'étirage sont tous deux des procédés de formage, mais ils diffèrent par leur méthode. Dans l'extrusion, le matériau est poussé à travers une matrice pour obtenir la forme souhaitée, tandis que l'étirage consiste à tirer le matériau à travers une matrice. L'extrusion peut être réalisée à des températures chaudes ou froides, tandis que l'étirage est généralement un processus de travail à froid.
Q : Pouvez-vous expliquer le rôle d’un mandrin dans l’étirage de tubes ?
R : Lors de l'étirage de tubes, un mandrin est utilisé pour soutenir le diamètre intérieur du tube et garantir qu'il conserve la forme souhaitée lorsqu'il est étiré dans une matrice. Cela permet d'obtenir une précision dans l'épaisseur et l'uniformité du tube en acier.
Q : Que signifie « extrusion vers l’avant » ?
R : L'extrusion vers l'avant est un procédé dans lequel le matériau est poussé dans la même direction que l'ouverture de la matrice. Elle contraste avec l'extrusion vers l'arrière, où le matériau s'écoule dans la direction opposée au mouvement du vérin.
Q : Pourquoi le tréfilage est-il considéré comme un processus de travail à froid ?
R : Le tréfilage est considéré comme un processus de travail à froid car il est effectué à température ambiante ou presque. Ce processus renforce le matériau par écrouissage, car le métal est étiré à travers une matrice sans application de chaleur.
Q : Quels types de matériaux peuvent être utilisés dans les processus d’extrusion et d’emboutissage ?
R : Différents métaux peuvent être utilisés dans les processus d'extrusion et d'étirage, notamment l'aluminium, le cuivre, l'acier et le laiton. Le choix du matériau dépend des propriétés et des applications souhaitées du produit final.
Q : Comment fonctionne une machine à dessiner ?
R : Une machine à tréfiler fonctionne en tirant un fil à travers une matrice pour réduire son diamètre et modifier son profil transversal. La machine applique une tension au fil, le tirant à travers une série de matrices, chacune de plus en plus petite, pour obtenir les dimensions souhaitées.
Q : Quelle est la signification du « dessin à chaud » ?
R : L'étirage à chaud désigne un procédé dans lequel le matériau est chauffé avant d'être étiré à travers une matrice. Cela peut réduire la force nécessaire pour façonner le matériau et améliorer la ductilité, permettant une plus grande déformation sans rupture.
Q : Comment l’extrusion et l’étirage à froid sont-ils utilisés ensemble ?
R : L'extrusion et l'étirage à froid peuvent être réalisés en séquence pour obtenir une forme et une taille spécifiques. L'extrusion est d'abord utilisée pour créer une forme de base, puis l'étirage à froid affine davantage les dimensions et la finition de surface du produit.