




ماشینهای حفاری: راهنمای کامل انواع، انتخاب و نگهداری
امروزه، دستگاه سوراخکاری همچنان یکی از محبوبترین ابزارهای فلزکاری در کارگاههای تولیدی، ساختمانی و تعمیر و نگهداری در سراسر جهان است. چه بخواهید یک سوراخکاری ساده در یک براکت فولادی انجام دهید و چه بخواهید هزاران سوراخ یکسان در سرسیلندر ایجاد کنید، تشخیص اینکه از کدام دسته دستگاه سوراخکاری استفاده کنید، دقت، توان عملیاتی و هزینه معقول برای هر سوراخ را تضمین میکند. اطلاعات زیر از هر دسته دستگاه سوراخکاری که هنوز در حال تولید فعال است، گرفته شده است، نحوه انتخاب بین آنها را توضیح میدهد و روالهای تعمیر و نگهداری را شرح میدهد که یاتاقانهای اسپیندل را بسیار طولانیتر از آنچه اکثر اپراتورها انتظار دارند، زنده نگه میدارد.
مشخصات سریع — بررسی اجمالی دستگاه حفاری
| محدوده سرعت اسپیندل | ۱۵۰ تا ۱۵۰۰۰ دور در دقیقه (بسته به نوع متغیر است) |
| محدوده قطر سوراخ | ۳ میلیمتر تا ۲۰۰ میلیمتر+ (سوراخکاری پلهای برای متههای بزرگتر) |
| قدرت موتور | 0.25 کیلو وات (نیمکت) - 7.5 کیلو وات (شعاعی) |
| مواد رایج | فولاد نرم، آلومینیوم، چدن، چوب، پلاستیک، کامپوزیتها |
| ارزش بازار جهانی (۲۰۲۲) | 26 تا 31 میلیارد دلار |
| استانداردهای کلیدی | ISO 73.100.30، ISO 20770-1، OSHA 29 CFR 1910.213 |
دستگاه حفاری چیست؟
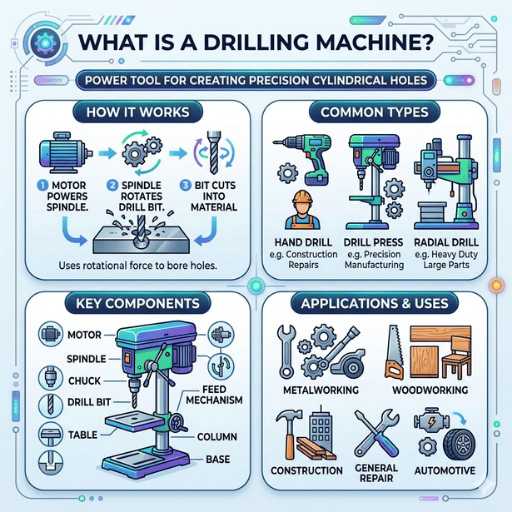
دستگاه سوراخکاری، یک مرکز ماشینکاری است که هم (الف) برای چرخاندن یک ابزار برش، معمولاً یک مته مارپیچی، نیرو میگیرد و هم (ب) به اندازه کافی سفت و سخت است تا آن ابزار را به صورت کنترلشده در برابر یک قطعه کار ثابت حرکت دهد تا سوراخهای استوانهای با سطح مقطع و عمق سوراخ مشخص را فرزکاری کند. این تعریف میگوید که میتواند سه شرط را که متههای دستی به سادگی نمیتوانند، ارائه دهد: سرعتهای ثابت اسپیندل، حرکت محوری کنترلشده و همترازی قابل اعتماد بین شیار مته و سطح کار. این سه متغیر به تنهایی کیفیت یک سوراخ ماشینکاری شده را از نظر عمود بودن بر سطح کار، دقت ابعاد سوراخ و پرداخت داخلی تعیین میکنند.
علاوه بر ایجاد سوراخ، از فرآیند سوراخکاری برای عملیات برقوکاری، سوراخکاری متقابل، قلاویزکاری، سوراخکاری نقطهای و سوراخکاری متقابل استفاده میشود. از نظر زمان عملیاتی، این دستگاه یکی از پرمصرفترین دستگاههای کارگاهی است؛ دستگاه مته پرس به سرعت از یک عملیات به عملیات بعدی میرود.
ماشین حفاری، ریشه در ماشین حفاری جان ویلکینسون دارد که اولین بار در دهه ۱۷۷۰ برای تولید لولههای توپ ساخته شد. این مدل برای تولید سیلندرهای با ابعاد مناسب برای موتورهای پیستونی جیمز وات اصلاح شد و آغاز پرسهای مته برای استفاده در کارگاههای ماشینکاری مدرن را نوید داد. پیکربندیهای بازوی شعاعی حدود سال ۱۸۶۱ پدیدار شدند که به جیمز نسمیت نسبت داده میشوند و به اسپیندل اجازه میدادند تا برای انجام یک سری عملیات، بدون نیاز به محکم کردن مجدد خود قطعه، به هر قسمت از قطعه کار ثابت دسترسی داشته باشد.
شرکتهای تحقیقات بازار در حال حاضر بازار متههای پرسی را تا سال ۲۰۲۴ بین ۲۶ تا ۳۱ میلیارد دلار تخمین میزنند و پیشبینی میکنند که این بازار تا سال ۲۰۳۲ سالانه بین ۴.۹ تا ۶ درصد افزایش یابد. پروژههای زیرساختی در آسیا و اقیانوسیه بخشی از این رشد را هدایت میکنند، در حالی که ابتکارات مربوط به احیای سواحل آمریکای شمالی همراه با اتوماسیون پیشرفته مداوم از طریق کنترلهای CNC بخش عمدهای از رشد این بازار را ایجاد میکنند. ساخت و ساز سهم عمدهای از درآمد را به خود اختصاص میدهد، اما تولید تجهیزات هوافضا و پزشکی، ارزش واحد سود را تبدیل میکند.
استانداردهای طبقهبندی ماشینهای حفاری تحت ISO 73.100.30 (تجهیزات معدن و سنگ معدن: ابزارهای حفاری) و ISO 20770-1 (ایمنی ابزار ماشین: ماشینهای حفاری) منتشر شدهاند. این مشخصات، میزان مخروطی شدن اسپیندل، میزان انتشار نویز و رتبهبندی سازگاری الکترومغناطیسی را که همه ماشینهای ریسندگی باید قبل از رسیدن به بنادر مصرفکننده برآورده کنند، پوشش میدهد.
انواع ماشینهای حفاری

نحوه ساخت یک ماشین حفاری به موقعیت اسپیندل آن، اندازه قطعه کاری که قرار است به آن سرویس دهد و میزان اتوماسیون ادغام شده در طراحی بستگی دارد. پرسهای مته رومیزی، پرسهای مته ستونی (یا ستونی) و دریلهای بازویی شعاعی برخی از نامهای رایجی هستند که در مغازهها دیده میشوند، اما یک سیستم نامگذاری کامل با طبقهبندیهایی بر اساس این متغیرها وجود دارد.
در اینجا جدول مقایسهای برای ده نوع که در حال حاضر در تولید/فروش فعال هستند، ارائه شده است. محدوده قیمتها بر اساس مشاهدات بازار ۲۰۲۴ برای تجهیزات جدید از تولیدکنندگان میانرده است و باید به عنوان یک پیشبینی در نظر گرفته شود، نه به عنوان قیمت.
| نوع | حداکثر قطر سوراخ | سرعت اسپیندل | قدرت موتور | قیمت معمول (دلار آمریکا) | بهترین برای |
|---|---|---|---|---|---|
| پرس مته نیمکت | ۶۰ میلیمتر | 500 - 3,100 دور در دقیقه | 0.25 - 0.75 کیلو وات | $ 150 - $ 800 | قطعات کوچک، نمونهسازی، سرگرمی |
| مته ستونی (کفی) | ۶۰ میلیمتر | 150 - 2,500 دور در دقیقه | 0.75 - 2.2 کیلو وات | $ 800 - $ 4,000 | ساخت عمومی، قطعات متوسط |
| مته بازویی شعاعی | ۶۰ میلیمتر | 40 - 2,000 دور در دقیقه | 2.2 - 7.5 کیلو وات | $ 5,000 - $ 45,000 | قطعات کار بزرگ/سنگین، کشتی سازی |
| مته باند | 25 میلیمتر در هر اسپیندل | 500 - 3,000 دور در دقیقه | ۰.۵ کیلووات × ۴–۶ سر | $ 3,000 - $ 12,000 | عملیات متوالی، دورههای تولید |
| مته چند اسپیندل | 20 میلیمتر در هر اسپیندل | 600 - 4,000 دور در دقیقه | 2.2 - 5.5 کیلو وات | $ 8,000 - $ 35,000 | تولید دستهای، الگوهای پیچ فلنج |
| دستگاه حفاری مغناطیسی | ۵۰ میلیمتر (برش حلقوی) | 250 - 750 دور در دقیقه | 1.1 - 1.8 کیلو وات | $ 900 - $ 3,500 | فولاد سازهای، کار در محل |
| دستگاه حفاری CNC | ۴۰ میلیمتر به بالا (وابسته به ابزار) | 100 - 15,000 دور در دقیقه | 3.7 - 7.5 کیلو وات | 25,000 دلار - 200,000 دلار + | دقت حجم بالا، هوافضا |
| حفاری عمیق / تفنگ | 3 - 50 میلیمتر | 1,000 - 8,000 دور در دقیقه | 5.5 - 15 کیلو وات | $ 50,000 - $ 400,000 | نسبت طول به قطر >10:1، لوله تفنگ، قالب |
| دریل پرس قابل حمل (مغناطیسی) | ۶۰ میلیمتر | 350 - 750 دور در دقیقه | 1.1 کیلو وات | $ 600 - $ 2,500 | خدمات میدانی، لوله کشی |
| مرکز حفاری و قلاویزکاری | مته ۲۵ میلیمتری / قلاویز M20 | 200 - 10,000 دور در دقیقه | 3.7 - 5.5 کیلو وات | $ 18,000 - $ 80,000 | سوراخکاری و قلاویزکاری در یک دستگاه |
دستگاه دریل رومیزی ساده. دستگاه بارکش قابل اعتماد کارگاههای تولیدی کوچک. به میز کار متصل میشود و قطر سوراخهای مختلف تا حدود ۱۶ میلیمتر را تحمل میکند. مدلهای تسمهای دارای سیستم قرقره پلهای هستند که در آن تسمه برای تغییر سرعت از یک قرقره به قرقره دیگر منتقل میشود - اگر مرتباً سرعت را تغییر دهید، این کار نسبتاً دست و پا گیر است، اما از نظر مکانیکی برای چندین دهه بدون مشکل کار میکند. نسخههای الکترونیکی با سرعت متغیر و کنترل سرعت، تسمه را به طور کامل حذف میکنند، اما ۳۰ تا ۴۰ درصد گرانتر هستند.
یک دریل پرس زمینی با سر دندهای با سرعت ثابت. این دریل که اندازهای مانند یک پرس رومیزی روی ستونی بلندتر دارد، به کف کارگاه پیچ میشود. ارتفاع اضافی به این معنی است که قطعات کار بزرگتر از حد متوسط بین میز و اسپیندل قرار میگیرند. بستههای سر دندهای صرف نظر از سرعت اسپیندلی که انتخاب میکنید، گشتاور ثابتی ارائه میدهند - که هنگام سوراخکاری سوراخهای با قطر بزرگ در فولاد مهم است. این فرم، نمونه اولیه دریل پرس است که برای نشان دادن قابلیتهای دستگاه در کاربردهای صنعتی استفاده میشود. در کاتالوگهای عمومی، کلمات دریل پرس و ماشین حفاری، به معنای ماشینی که برای ایجاد سوراخ استفاده میشود، قابل تعویض هستند، اما اولی یک اصطلاح طبقهبندی است که یک زیرگروه از دومی را توصیف میکند.
یک دریل بازویی شعاعی سنگین. این بازو میتواند تا ۱۸۰ درجه حول ستون عمودی خود بچرخد و میتواند به داخل و خارج حرکت کند. این بدان معناست که خط مرکزی اسپیندل میتواند به هر نقطهای در شعاع قابل توجهی دسترسی داشته باشد بدون اینکه قطعه کار نیاز به حرکت داشته باشد. سازندگان سازههای فولادی، سازندگان دیگ بخار و سازندگان کشتی از این نوع دستگاه برای قطعات کاری که خیلی بزرگ هستند یا جابجایی آنها به کف کارگاه دشوار است استفاده میکنند. محکم نگه داشتن بازو در مقابل یاتاقان ستون پس از قرار دادن آن، برای هماهنگی محل سوراخ با کیفیت با فرآیند ضروری است.
یک مته چند اسپیندلی دستهای. این مجموعه دارای چندین اسپیندل مته است که روی یک میز مشترک نصب شدهاند. قطعات کار از بین اسپیندلها عبور میکنند تا چندین عملیات (متهکاری، پولکزنی، قلاویزکاری، سوراخکاری متقابل و غیره) را بدون تغییر ابزار انجام دهند. با صرفهجویی زیاد در زمان تولید، دستهها هنگام سوراخکاری قطعات بسیار تکراری، نسبت به یک سری پرس مته تک اسپیندلی، به کاهش زمان چرخه ۴۰ تا ۶۰ درصدی دست مییابند.
یک دریل چند اسپیندلی. این دستگاه تمام اسپیندلها را همزمان تغذیه میکند. این بدان معناست که چندین سوراخ - معمولاً سوراخهای پیچ روی یک دایره پیچ - میتوانند همزمان سوراخ شوند. راهاندازی آن کند است، بنابراین این دستگاهها فقط زمانی مقرون به صرفه هستند که اندازه دستهها به ۲۰۰ قطعه نزدیک و از آن تجاوز کند. ترجیحاً قطعات با گیره بسته میشوند، زیرا هرگونه شکاف در سیستم محرک اسپیندلها منجر به خطاهای دقت موقعیت میشود.
دستگاه حفاری مغناطیسی. از یک سطح گیرهبندی یکپارچه مبتنی بر آهنربای الکتریکی برای آوردن دستگاه به محل کار به جای برعکس استفاده میکند - که برای مهمات، اجزای فولادی سازهای و موارد مشابه، زمانی که کار قابل جابجایی نیست، مفید است. از یک برشدهنده حلقوی (که مته نمونهبرداری نیز نامیده میشود)، یک مته پیچشی توخالی، استفاده میکند که سوراخهای با قطر بزرگ را با چکش آمادهسازی نسبتاً کمی ایجاد میکند. برای کسانی که درگیر کار با فلز هستند، یک مته کوچک حکاکی لیزری دستی برای فلز برای علامتگذاری موقعیت سوراخها قبل از حفاری، تحقیق ارزشمندی است.
دستگاه حفاری CNC. کنترل عددی کامپیوتری جایگزین دست اپراتور روی اهرم تغذیه و موقعیتیابی میز میشود. هر دستگاه یک برنامه G-code را اجرا میکند که به سرعت به هر موقعیت سوراخ حرکت میکند، با نرخ و سرعت تغذیه برنامهریزیشده فرو میرود، جمع میشود و صدها یا هزاران موقعیت را بدون دخالت انسان تکرار میکند.
یک ویژگی جدیدتر در مورد ماشین آلات CNC شامل تعویض ابزار، سیستمهای پروب و خنککنندهی سرتاسری اسپیندل برای عملیات بدون مراقبت است.
دستگاه سوراخکاری عمیق / تفنگی. دستگاههای سوراخکاری تفنگی از متههای تک لبه با خنککننده داخلی و دمنده رو به جلو استفاده میکنند که برادهها را از سطح برش به سمت خروجی سوراخ منتقل میکند. در حالی که سوراخکاری تفنگی زمانی محدود به ساخت لوله تفنگ بود، اکنون برای ساخت سوراخهای سیلندر هیدرولیک، مدارهای خنککننده قالب یا سیستمهای سوخت هوافضا نیز استفاده میشود.
این فرآیند نسبتهای بیش از 10:1 را امکانپذیر میکند.
دریل پرس قابل حمل. دستگاه سبک و قابل حمل با پایه مغناطیسی، برای استفاده در محل، فلنجهای لوله، اتصالات سازهای، کاربردهای مقاومسازی که امکان انتقال کار به کارگاه وجود ندارد. ظرفیت کمتر از دستگاههای ثابت، وجود آن در محل ضروری است.
مرکز سوراخکاری و قلاویزکاری. یک دستگاه CNC که در درجه اول برای عملیات سوراخکاری و قلاویزکاری با سرعت بالا طراحی شده است، که در آن سرعتهای ۴۰-۶۰ متر در دقیقه و زمان برادهبرداری کمتر از ۲ ثانیه قابل دستیابی است. این دستگاهها در واقع از نظر هزینه و اندازه دستگاه، حد وسطی بین یک دستگاه سوراخکاری اختصاصی و یک مرکز ماشینکاری هستند.
س: چهار نوع اصلی حفاری کدامند؟
مشاهده پاسخ
در آموزشهای تولیدی، چهار نوع اصلی حفاری که اغلب از هم متمایز میشوند عبارتند از: (1) حفاری استاندارد یا مرسوم (متههای پیچشی روی دستگاه پرس مته)، (2) حفاری سوراخ عمیق (طول سوراخ بزرگتر از 10 برابر قطر)، (3) حفاری کنترل عددی برنامهریزیشده (CNC) و (4) حفاری شعاعی (بازوی نوسانی) برای ابزار بزرگ. برخی از طبقهبندیها، حفاری با تفنگ را به عنوان نوع چهارم حفاری سوراخ عمیق جایگزین کرده و حفاری مغناطیسی را اضافه میکنند. طبقهبندیها یا توسط نوع دستگاه، هندسه ابزار برش یا محدودیت ابزار کنترل میشوند.
معمولاً برای طبقهبندی کارگاهی، ویژگی غالب، چیزی است که فرد مالک آن است: یک اپراتور دستگاه پرس سینه «دستگاه رومیزی را در مقابل دستگاه زمینی» در نظر میگیرد، یک مهندس تولید «دستگاه دستی را در مقابل دستگاه CNC» را در نظر میگیرد.
قطعات کلیدی و نحوه عملکرد آنها

تمام دستگاههای حفاری - چه رومیزی، چه برقی و چه ایستاده - از مجموعهای یکسان از زیرسیستمهای عملکردی استفاده میکنند. یک کاربر آگاه میتواند تشخیص دهد که کدام قطعه تا حدودی به دلیل انحراف آن از پیکربندی استاندارد، نیاز به تعمیر و نگهداری دارد، مشروط بر اینکه درک کاملی از عملکرد هر زیرسیستم در یک دستگاه داشته باشد. تفاوتهای بین یک دریل رومیزی ۴۰۰ دلاری و یک مدل زمینی ۴۰۰۰ دلاری به ندرت توسط هیچ ویژگی اضافی مشخص میشود، بلکه به دلیل استحکام نسبی هر زیرسیستم است.
سیستم درایو
موتور. موتورهای القایی تک فاز (0.25 تا 1.5 کیلووات، ¾ تا 2 اسب بخار) برای راه اندازی اکثر دریلهای رومیزی و زمینی استفاده میشوند. دستگاههای بزرگتر (1.5 تا 7.5 کیلووات، 2 تا 10 اسب بخار) از موتورهای سه فاز استفاده میکنند که میتوان آنها را با استفاده از VFDها کنترل کرد.
موتورها در قسمت عقب و بالای مجموعه هد نصب شدهاند.
سیستم انتقال قدرت. سیستمهای تسمه و قرقره با استفاده از قرقرههای پلهای، سرعتهایی بین ۴ تا ۱۲ پله ارائه میدهند. سیستم انتقال قدرت با سر چرخدنده، سرعتهای «زیر بار» متغیر پیوسته را ارائه میدهد - که در عملیات حفاری که سرعت سطح باید ثابت باشد، مهم است.
در ماشینهای حفاری CNC، سروو موتور مستقیماً توسط تسمه تایم یا کاهنده دنده به اسپیندل کوپل میشود.
مونتاژ اسپیندل و سه نظام
اسپیندل یک شفت فولادی سختکاری شده و سنگزنی شده است که درون یک جفت یاتاقان دقیق (که معمولاً یاتاقانهای ساچمهای تماس زاویهای یا یاتاقانهای غلتکی مخروطی هستند) میچرخد. هر انتهای کاری یک سه نظام مته کلیددار یا بدون کلید (با ظرفیت تا 16 میلیمتر در مدلهای رومیزی) یا یک غلاف مخروطی مورس برای نگه داشتن ابزارهای بزرگتر را میپذیرد. اگر دستگاه به درستی نگهداری شود، میزان لنگی اسپیندل - میزان لنگی در نوک - باید کمتر از 0.02 میلیمتر باشد. بالاتر از این سطح لنگی، دقت قطر سوراخ کاهش مییابد و متهها در اثر خستگی میشکنند.
کوئیل. یک غلاف توخالی که اسپیندل را حمل میکند - میتواند به صورت عمودی درون سرستون حرکت کند. یک سیستم رک اند پینیون با توقفهای عمق، کشش محوری اپراتور روی دسته تغذیه را به حرکت عمودی کنترلشده تبدیل میکند. یک سیستم برگشت فنر، کوئیل را هنگامی که دسته آزاد است، به سمت بالا میکشد. حرکت کوئیل میتواند در دریلهای رومیزی به حداقل ۵۰ میلیمتر و در دریلهای بازویی شعاعی به بیش از ۳۰۰ میلیمتر برسد.
میز و جایگاه کار
میز. چدن، زیر آن برای استحکام بیشتر شیاردار است. مدلهای زمینی شامل یک قفسه تنظیم ارتفاع روی ستون هستند، بنابراین مته میتواند برای ارتفاعهای مختلف کار تنظیم شود. مدلهای میانرده شامل قابلیت شیب سر تا ۴۵ درجه برای سوراخکاری زاویهدار هستند.
گیره. قطعه کار را به میز محکم میکند. باید از طریق شیارهای T شکل پیچ شود - تلاش برای نگه داشتن گیره با دست منجر به جدیترین آسیبها خواهد شد. برای قطعات با شکل نامنظم، بلوکهای پلهای، بلوکهای V شکل و گیرههای تسمهای جایگزین هستند.
اضافات CNC
ماشینهای حفاری CNC علاوه بر این شامل یک میز سروو موتور (که در محورهای XY کار میکند)، یک تغذیه تیغه قابل برنامهریزی (محور Z)، یک تعویض ابزار خودکار و یک کنترلکننده (که رایجترین آنها Fanuc، Siemens، Mitsubishi یا Haas هستند) نیز میشوند. کنترلکننده آن G-code را دریافت میکند، همچنین میتواند برنامههای محاورهای را بپذیرد و اسپیندل، مایع خنککننده، سرعت تغذیه و ابزارها را مدیریت کند. انکودرهای روی محورها بازخورد موقعیتی میدهند، به طوری که با تجهیزات خوب نگهداری شده، موقعیتها میتوانند با دقت 0.005 میلیمتر تکرار شوند.
📐 نکته مهندسی - محاسبه سرعت اسپیندل
برای محاسبه RPM مته از این فرمول استفاده کنید:
دور در دقیقه = (سرعت برش × ۱۰۰۰) / (π × قطر مته)
مثال: سوراخکاری فولاد نرم (سرعت برش ۲۵ متر بر دقیقه) با مته مارپیچ HSS 1/2 اینچی (12.7 میلیمتر):
دور در دقیقه = (۲۵ × ۱۰۰۰) / (۳.۱۴۱۶ × ۱۲.۷) = ۲۵۰۰۰ / ۳۹.۹ ≈ ۶۲۷ دور در دقیقه
به نزدیکترین تنظیم موجود گرد کنید: ۶۴۰ دور در دقیقه روی یک سیستم معمولی ۱۲ سرعته قرقرهای.
نرخ پیشروی: پیشروی = دور در دقیقه × پیشروی در هر دور. در سرعت ۶۴۰ دور در دقیقه با پیشروی ۰.۱۵ میلیمتر بر دور: ۶۴۰ × ۰.۱۵ = ۹۶ میلیمتر بر دقیقه نرخ پیشروی محوری.
منبع: کتابچه راهنمای ماشینآلات، ویرایش سی و یکم، جدول 2a- سرعتها و فرو رفتنها برای سوراخکاری.
س: نقش اسپیندل در حفاری چیست؟
مشاهده پاسخ
اسپیندل، محور مرکزی چرخش است که قطعه کار را نگه میدارد. اسپیندل همچنین مته را به حرکت در میآورد. گشتاور موتور از طریق اسپیندل به مته منتقل میشود و منجر به چرخش مته میشود. اسپیندل باید خط ورودی سوراخ را در موقعیت ثابتی نسبت به قطعه کار سوراخ نگه دارد تا ابعاد و سطح دقیقی حاصل شود. اسپیندل را با یاتاقانهای اسپیندل با کیفیت بالا بسازید تا بتوان به آن دست یافت، انحراف (انحراف از محور اسپیندل) نمیتواند بیش از 0.03 میلیمتر باشد. هنگامی که انحراف یاتاقانهای اسپیندل از 0.03 میلیمتر انحراف بیشتر شود، عمر متههای مته به طور قابل توجهی کاهش مییابد و سوراخهای مته میتوانند تا مسافتی از مرکز منحرف شوند.
ماشینکاران باتجربه در انجمنهای ماشینکاران کاربردی، ترفندی برای مرکزگیری ارائه میدهند که ارزش امتحان کردن را دارد: مته را در حالی که محور در جهت معکوس (برای مته راستدست در خلاف جهت عقربههای ساعت) کار میکند، به قطعه کار نزدیک کنید. مته بدون بریدن، در علامت پانچ مرکزی قرار میگیرد. پس از قرار گرفتن در مرکز، به چرخش رو به جلو تغییر دهید و سوراخکاری را شروع کنید. این کار به طور قابل توجهی میزان حرکت مته در متههای دستی، به ویژه برای سوراخهای با قطر بالای 10 میلیمتر را کاهش میدهد.
چگونه دستگاه حفاری مناسب را انتخاب کنیم
انتخاب یک دستگاه حفاری به تطبیق ظرفیت با نیاز - اندازه قطعه کار، مشخصات سوراخ، حجم تولید و فضای موجود - بستگی دارد. به جای دنبال کردن بزرگترین دستگاه موجود در کاتالوگ، دستگاهی را انتخاب کنید که با حجم کار واقعی کارگاه متناسب باشد، بدون اینکه بیشتر روز بیکار بماند.
ماتریس انتخاب 5 عاملی برای ماشینهای حفاری
| عامل | پرس سینه | پرس کف | بازوی شعاعی | مته CNC | مته مغناطیسی |
|---|---|---|---|---|---|
| 1. حداکثر قطر سوراخ | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر | 40 میلی متر + | ۵۰ میلیمتر (حلقوی) |
| ۲. محدودیت وزن قطعه کار | کیلوگرم ۷۳۰۰ | کیلوگرم ۷۳۰۰ | 2,000 کیلوگرم + | کیلوگرم ۷۳۰۰ | بدون محدودیت (پایه مغناطیسی) |
| ۳. دقت موقعیت | ±0.5 میلیمتر (دستی) | ±0.3 میلیمتر (دستی) | ±0.2 میلیمتر (دستی) | ±0.01 میلیمتر (سروو) | ±۰.۵ میلیمتر (وابسته به طرحبندی) |
| ۴. توان عملیاتی (سوراخ/ساعت) | 30 - 60 | 40 - 80 | 20 - 50 | 200 - 1,200 | 15 - 30 |
| ۵. فضای مورد نیاز | متر مربع 0.3 | متر مربع 0.8 | 6 - 15 متر مربع | 4 - 12 متر مربع | قابل حمل (0 متر مربع) |
منطق تصمیمگیری در عمل
اگر حداکثر قطر سوراخ ≤ ۱۶ میلیمتر و اندازه دسته کمتر از ۵۰ قطعه باشد → دریل رومیزی.
اگر قطر سوراخ ≤ ۳۲ میلیمتر باشد و قطعه کار روی میز ۳۰۰ × ۳۰۰ میلیمتر → دریل کفپوش جا شود.
اگر جرم قطعه کار از ۲۰۰ کیلوگرم بیشتر باشد یا چندین موقعیت سوراخکاری باید بدون بستن مجدد در دسترس باشند → مته بازویی شعاعی.
اگر اندازه دسته > ۱۰۰ قطعه یکسان و تلرانس ≤ ±۰.۰۵ میلیمتر باشد → دستگاه سوراخکاری CNC.
اگر قطعه کار قابل انتقال به کارگاه نیست → دستگاه سوراخکاری مغناطیسی یا مته پرسی قابل حمل.
سناریو: یک کارگاه کوچک ساخت و ساز، براکتهای فولادی را به صورت سفارشی در حجمهای ۱۰ تا ۳۰ عددی تولید میکند. سوراخهای داخلی ۸ تا ۱۲ میلیمتری هستند، شاید یک سری سوراخهای ۲۰ میلیمتری. تعداد سالانه: ۳۰۰۰ براکت. یک دریل پرسی با سر دندهدار و سرسره ضربدری برای بستن قطعات به آن. سرسرههای دندهدار گشتاور را برای سوراخهای ۲۰ میلیمتری حفظ میکنند و سرسره ضربدری در زمان موقعیتیابی صرفهجویی میکند. (هیچ راهی وجود ندارد که کارگاه بتواند سرمایهگذاری CNC را برای این حجم توجیه کند.) در این سطح، قیمت دستگاههای حفاری از ۱۵۰۰ تا ۳۰۰۰ دلار فراتر میرود - قیمت ورود به بازار CNC.
یک اشتباه مبتدیانه: قدرت رو به پایین بیش از حد در سرعت بالا، با نسبت سرعت پیشروی ضعیف به سرعت سطح. همه شاخصهای میدانی خلاف این را نشان میدهند - فشار ملایم با سرعتهای سطحی مناسب، سوراخهای تمیز، گرمای کمتر و عمر بیشتر مته را به همراه دارد. این میل به فشار بیشتر معمولاً از متههای کند ناشی میشود. در عوض، فقط مته تیز با اندازه مناسب تهیه کنید و با حداقل تلاش، فولاد نرم را برش میدهد. کاربران انجمن Prac mach یک مته HSS تیز را برای ایجاد یک براده مارپیچی پیوسته توصیه میکنند، اگرچه اگر قطر یا سرعت نامناسبی داشته باشید، گرد و غبار یا براده تشکیل میشود.
قبل از خرید: چک لیست ۷ نکتهای
- اندازه بزرگترین قطعه معمولی را مشخص کنید، سپس اندازه میز و عمق گلوگاه را با در نظر گرفتن فضای گیره بررسی کنید.
- دوم... سختترین جنس خود را بشناسید - فولاد ضد زنگ یا تیتانیوم به سرهای دندهای با گشتاور بالا و سرعت پایین نیاز دارد.
- سوم اینکه ... تغییرات سرعت اسپیندل خود را در هر شیفت بشمارید -> 10 تغییر در روز به نظر میرسد مانند درایو با سرعت متغیر باشد.
- چهارم... منبع تغذیه برق را بررسی کنید - تک فاز: حداکثر توان ۲.۲ کیلووات، سه فاز ۲۰+ کیلووات.
- پنجم اینکه... شما علاوه بر دستگاه به گیرههای مته نیز نیاز خواهید داشت. دریلهای پرس اقتصادی بدون هیچ گونه لوازم اضافی هستند - متههای مخصوص شیار T که میخرید، 20 تا 30 درصد گرانتر هستند.
- در نهایت، به اندازه مخروطی اسپیندل نگاه کنید (MT2 برای پرسهای رومیزی، MT3 برای کل کارگاه و MT4 یا MT5 برای دریل بازویی شعاعی رایج است). اگر دستگاه را میخواهید، باید ابزار آن را داشته باشید.
- حرکت تیغه را بررسی کنید - یکی از مشکلات سوراخکاری عمیق، داشتن سوراخی به اندازه کافی عمیق است که بتواند جریان تیغه را در خود جای دهد، بنابراین اگر عمیقترین سوراخ شما از حرکت تیغه بیشتر باشد، باید میز را در نیمه برش پایین بیاورید که این امر دقت سوراخکاری را کاهش میدهد.
یک اشتباه رایج، خرید یک دریل بازویی شعاعی بزرگ برای یک کارگاه کوچک است. یک دریل بازویی شعاعی ۴۰ میلیمتری ۱۵۰۰ تا ۳۰۰۰ کیلوگرم وزن دارد، باید روی یک پد بتنی اختصاصی قرار گیرد (گران است)، برق سه فاز مصرف میکند (گران است)، حداکثر سرعت پیشروی آن ۴ بار در ساعت است و کمترین سرعت آن برای متههای با قطر کوچک خیلی زیاد است. اگر ۹۰٪ سوراخها در محدوده قطر ۶ تا ۱۶ میلیمتر باشند، یک دریل پرس کف با کیفیت خوب با یک دهم قیمت، در زمان چرخه از دریل بازویی شعاعی بهتر عمل میکند زیرا زمان راهاندازی کوتاهتر و پیشروی تیغچه سریعتر است.
برنامه های کاربردی در سراسر صنایع

دریلهای فشاری رایجترین نوع مته مورد استفاده در هر صنعت تولیدی و ساختمانی در جهان هستند. کاربردهای حفاری، ابزارآلات و زمان چرخه عملیاتی برای یک سازنده سازههای فولادی با یک تولیدکننده مدار چاپی بسیار متفاوت است. پنج صنعتی که در زیر نشان داده شده است، بزرگترین پایگاههای نصب شده تجهیزات حفاری در جهان را دارند.
| صنعت | نوع ماشین غالب | محدوده سوراخ مشترک | تحمل مورد نیاز | کلید ابزار |
|---|---|---|---|---|
| ساخت فلز | دریل فشاری کف، بازویی شعاعی | 6 - 50 میلیمتر | ±۱.۰ – ±۳.۰ میلیمتر | متههای مارپیچ HSS، متههای حلقوی |
| ساخت | دریل مغناطیسی، پرس قابل حمل | 12 - 40 میلیمتر | ± 0.5 میلیمتر | برش دهنده های حلقوی، مته های TCT |
| نجاری | پرس دریل نیمکتی | 3 - 35 میلیمتر | ± 0.5 میلیمتر | متههای براد-پوینت، متههای فورستنر |
| الکترونیک / برد مدار چاپی | میکرو دریل CNC | 0.1 - 3 میلیمتر | ± 0.025 میلیمتر | میکرو دریلهای کاربیدی |
| خودرو | دریل CNC، چند اسپیندل، دریل تفنگی | 3 - 75 میلیمتر | ±۱.۰ – ±۳.۰ میلیمتر | متههای کاربیدی، اینسرتهای قابل تنظیم |
ساخت فلز
سازندگان بیشترین تعداد مته را در بین تمام صنایع جهان استفاده میکنند. اکثر کارگاههای ساخت عمومی بین دو تا پنج مته دارند؛ یک مته رومیزی کوچک برای قطعات سبک تا متوسط، یک مته زمینی بزرگتر برای برخی قطعات متوسط و احتمالاً یک مته بازویی شعاعی برای کارهای سنگین و بزرگ سازه و صفحات. این شرکتها با یک گردش کار ساده شامل طرحبندی، پانچ مرکزی، متهکاری و پلیسهگیری کار میکنند، اما تعداد زیاد قطعات به تعداد قابل توجهی سوراخ منجر میشود. یک کارگاه ساخت عمومی شلوغ ممکن است روزانه بین ۵۰۰ تا ۲۰۰۰ سوراخ با تمام متههای خود ایجاد کند. بسیاری از کارگاهها تصمیم به اضافه کردن متههای جدید گرفتهاند. مراکز ماشینکاری CNC به کارگاهشان برای تکمیل پرسهای دریل دستی پرزحمت روی قطعات با حجم و تلورانس بالا.
ساخت و ساز و فولاد سازه ای
ساخت و ساز تحت سلطه مته مغناطیسی در محل است. کارگران فولاد دستگاه را به تیر یا شاهتیر فولادی متصل میکنند، سوراخ را ایجاد میکنند و به سراغ سوراخ بعدی میروند. برش سوراخها با متههای حلقوی اقتصادیتر از متههای مارپیچی است زیرا مته حلقوی کمترین مقدار ماده را با یک برش برمیدارد، کمترین میزان گرما را ایجاد میکند و کمترین نیروی رانش را ایجاد میکند. یک مته حلقوی قبل از نیاز به تیز کردن مجدد، 50 تا 80 سوراخ در فولاد سازهای ایجاد میکند، عددی قابل مقایسه با مته مارپیچی HSS اما کمتر.
دستگاههای حفاری مغناطیسی و برشدهندههای حلقوی، در کاربردهای دشوار مانند اتصالات لوله از جنس چدن نشکن، به طور متوسط ۶۰ تا ۷۰ درصد از ارههای سوراخکن معمولی بهتر عمل میکنند. اگر به جای چرخاندن آنها با ابزار دستی، آنها را روی یک سطح فولادی نگه دارید، دریلهای مغناطیسی به اطراف حرکت نمیکنند و پایه مغناطیسی، استحکام مورد نیاز برای حفاری سریع و دقیق را فراهم میکند.
نجاری
نجاران برای اتصالات رولپلاک، سوراخکاری لولا و سوراخکاری سرتاسری در تولید مبلمان به متههای رومیزی متکی هستند. متههای فورستنر سوراخهای کف صاف مورد نیاز برای لولاهای مخفی به سبک اروپایی ایجاد میکنند، در حالی که متههای نوکتیز، ورود تمیزی را در رگههای انتهایی چوب سخت بدون انحراف ایجاد میکنند. تنظیمات سرعت برای چوب بسیار بالاتر از فلز است - معمولاً ۱۵۰۰ تا ۳۰۰۰ دور در دقیقه برای چوبهای سخت، در مقایسه با ۳۰۰ تا ۸۰۰ دور در دقیقه برای فولاد. جواهرسازان و صنعتگران همچنین از متههای رومیزی کوچک برای سوراخکاری مهره در مواد ظریف مانند صدف، استخوان و سنگهای نیمهقیمتی استفاده میکنند.
تولید الکترونیک و PCB
دستگاههای مته PCB، سیستمهای میکرو دریل کنترلشده با CNC هستند که قادر به ایجاد سوراخهای سراسری بین ۰.۱ میلیمتر تا ۲۵ میلیمتر با سرعت اسپیندل ۸۰۰۰۰ تا ۱۵۰۰۰۰ دور در دقیقه میباشند. متههای میکرو دریل کاربیدی مصرفی هستند - میتوان با یک مته ۳۰۰۰ تا ۵۰۰۰ سوراخ را قبل از تعویض ایجاد کرد. مطمئناً صنعتی نیست که بتوان از اتوماسیون در آن صرف نظر کرد؛ تعداد بیش از ۱۰۰۰۰ سوراخ در هر PCB چند لایه در هر برد رایج است، همانطور که تقاضا برای دقت موقعیت در سطح میکرون نیز وجود دارد.
خودرو
تولید خودرو از طیف کاملی از سختافزارهای حفاری استفاده میکند. بلوکهای موتور برای ایجاد حفرههای روغن به سوراخکاری با تفنگ (نسبت طول به قطر 20:1 یا بالاتر)، سوراخکاری با چند اسپیندل برای الگوهای پیچ و مهره و سوراخکاری با CNC برای سوراخکاری سیلندر نیاز دارند. این صنعت نیازهای اتوماسیون بالایی در قطعات ماشینکاری شده مانند جعبه دنده، کالیپرهای ترمز و اجزای سیستم تعلیق دارد. خودروهای الکتریکی بخشی از تقاضا را از سوراخکاری سنتی بلوک موتور به سمت سوراخکاری سینی باتری و محفظه موتور تغییر دادهاند، اما هنوز تعداد کلی سوراخها در هر خودرو چندین هزار عدد است. تامینکنندگان Automotive Tier از ... استفاده میکنند. ماشین های علامت گذاری لیزری روی قطعات خودرو همزمان با ایستگاههای حفاری. فرآیندهای تولید مرتبط شامل سرد و گرم است ماشینهای اکستروژن برای تولید پروفیلهای آلومینیومی، و ماشین آلات پردازش پلاستیک برای قطعات داخلی خودرو
«کارگاههای تولیدی متوسط پس از سال ۲۰۲۰ مهاجرت خود به سمت حفاری CNC را تسریع کردند. کارگاههایی که اتوماسیون را به تأخیر انداختند، با افزایش تعداد سفارشات معوقه مواجه شدند، زیرا زمان تحویل طولانیتر شد. کمبود نیروی کار برای حفاری دستی به یک تنگنای دائمی تبدیل شد - CNC به طور همزمان هر دو مشکل را برطرف کرد.»
— برگرفته از بینشهای بازار جهانی، تحلیل بازار ماشینآلات حفاری، ۲۰۲۴
ماشینهای حفاری CNC: دقت و اتوماسیون با هم ترکیب میشوند
دستگاههای سوراخکاری CNC موقعیتیابی دستی، تنظیم سرعت و کنترل پیشروی را حذف میکنند. اپراتورها قطعه کار را بارگذاری میکنند، یک برنامه را انتخاب میکنند و چرخه شروع پرس را انجام میدهند. از آن نقطه، کنترلکننده تغییرات ابزار، رمپهای سرعت اسپیندل، چرخههای سوراخکاری عمیق و تحویل مایع خنککننده را مدیریت میکند. برای تیراژهای تولید بیش از ۱۰۰ سوراخ یکسان در روز، افزایش بهرهوری قابل توجه است. اما سرمایهگذاری نیاز به تجزیه و تحلیل دقیق دارد - هر کارگاهی از CNC بهرهمند نمیشود.
✔ مزایا
- دقت موقعیت ±0.01 میلیمتر (در مقایسه با ±0.3 میلیمتر دستی)
- تکرارپذیری در بیش از ۱۰۰۰ قطعه با رانش صفر
- کارکرد بدون نیاز به مراقبت با تعویض خودکار ابزار
- سوراخکاری نوکی، قلاویزکاری، برقوکاری در یک مرحله
- توان عملیاتی ۲۰۰ تا ۱۲۰۰ سوراخ در ساعت
- سوابق دیجیتال برای ردیابی کیفیت
⚠ محدودیتها
- هزینه ورودی ۲۵۰۰۰ تا ۲۰۰۰۰۰ دلار (۱۰ تا ۵۰ عدد دستی)
- نیاز به برنامهنویس/اپراتور آموزشدیده
- زمان راهاندازی برای کارهای تکمرحلهای از زمان دستی بیشتر است
- هزینههای نگهداری: سروو درایوها، انکودرها، بردهای کنترل
- فضای کف ۴-۱۲ متر در مقابل ۰.۸ متر برای دستگاه کفشویی دستی
- برق مورد نیاز: سه فاز، مدار اختصاصی
| متری | پرس دریل کف دستی | دستگاه حفاری CNC |
|---|---|---|
| تحمل موقعیت سوراخ | ±۰.۳ میلیمتر (اپراتور ماهر) | ±0.01 میلیمتر (بازخورد سروو) |
| زمان آمادهسازی (بخش اول) | 2 - 5 دقیقه | ۱۵ تا ۴۵ دقیقه (برنامه + زمان بازی) |
| زمان چرخه در هر سوراخ | 8 تا 15 ثانیه | 2 تا 5 ثانیه |
| توجه اپراتور | ۱۰۰٪ (دست روی اهرم تغذیه) | ۱۰ تا ۲۰ درصد (فقط بارگیری/تخلیه بار) |
| اندازه دسته سربهسر | ۱ تا ۵۰ قسمت | ۵۰ تا ۲۰۰+ قطعه (بستگی به پیچیدگی دارد) |
| هزینه نگهداری سالانه | ۱۰۰ تا ۳۰۰ دلار (تسمه، بلبرینگ) | ۱۵۰۰ تا ۵۰۰۰ دلار (سرووها، انکودرها، سیستم خنککننده) |
بازگشت سرمایه در CNC همیشه بهبود نمییابد. وقتی کارگاهها کمتر از ۱۰۰ سوراخ در روز با تنوع کم (اندازه یکسان، جنس یکسان) انجام میدهند، یک پرس کف دستی با DRO و گیره کشویی ضربدری اغلب میتواند بازگشت سرمایه بهتری داشته باشد. هزینه (دستگاه + DRO + گیره) آنها را به ۳۰۰۰ تا ۵۰۰۰ دلار میرساند، در حالی که حتی در یک دریل CNC ساده تا زمانی که حجم از حدود ۱۰۰ سوراخ در روز فراتر رود یا تلرانسها به کمتر از ۰.۱ میلیمتر کاهش یابد، این هزینه حتی از ۲۵۰۰۰ دلار به بالا هم میرسد.
سناریو: سازنده فلز در اندازه متوسط، سفارش برش ۳۰ تا ۵۰ در ماه، سفارش ورق فولادی ۸ تا ۲۰ سوراخه (با ضخامت ۶ تا ۲۵ میلیمتر)، ۵ تا ۲۰۰ قطعه در هر سفارش. مقایسه مدیریت دستگاه حفاری CNC به دستگاه دریل دستی موجود. تحلیل: در ۵۰ سفارش؛ ۱۴ سوراخ/میانگین، ۱۰۰ قطعه/میانگین = ۷۰۰۰۰ سوراخ در ماه، دستگاه CNC در ۸ تا ۱۴ ماه هزینه خود را جبران میکند و با جلوگیری از سوراخهای در موقعیت نادرست، در زمان اپراتور و ضایعات صرفهجویی میکند. اندازه دسته کوچک؛ کمتر از ۲۰ قطعه؛ اضافه شدن زمان راهاندازی CNC به هر سفارش، مزیت مقایسه را از بین میبرد؛ دستگاه دریل دستی با DRO ممکن است بهترین انتخاب باشد تا زمانی که حجم تولید به طور کامل تسویه شود.
معیارهای عملکرد حفاری CNC
| تلرانس موقعیت | ±۰.۰۱ میلیمتر (با مقیاسهای خطی) |
| تکرارپذیری | ± 0.005 میلیمتر |
| پیمایش سریع | ۴۰ تا ۶۰ متر در دقیقه (مراکز حفاری/قلعزنی) |
| زمان تراشه به تراشه | 1.3 تا 2.5 ثانیه |
| ظرفیت ابزار | ۱۲ تا ۳۰ ابزار (مجله ATC) |
دیدگاه ما در مورد فناوری حفاری
UDTECH ماشینهای CNC تولید میکند - نه ماشینهای حفاری. این مقاله صرفاً به این دلیل نوشته شده است که عملیات حفاری در تولید آنقدر رایج است که احتمالاً هنگام جستجوی ماشینهای مته، مغازهها گزینههای CNC دیگری را نیز در نظر میگیرند. تمام اطلاعات ارائه شده از وبسایتهای تأمینکنندگان، دادههای عمومی تولیدکنندگان یا منابع دیگر کپی و ذکر شده است. هیچ تبلیغی برای محصول وجود ندارد. محصول با ارجاع به عملکردهای حفاری CNC ارائه میشود.
بهترین شیوه های نگهداری و ایمنی
یک دستگاه دریل که به صورت هفتگی/روزانه تحت تعمیر و نگهداری برنامهریزیشده قرار گیرد، عمر طولانیتری خواهد داشت، هزینه عملیاتی کمتری دارد و نتایج دقیقتری ارائه میدهد. اینکه چقدر بیشتر هزینه دارند میتواند تعجبآور باشد. به عنوان مثال، یک مجموعه یاتاقان اسپیندل جدید برای یک دستگاه دریل مدل کف، 80 تا 200 دلار هزینه دارد، در حالی که تعداد ساعات لازم برای تعویض/باز کردن، برداشتن یاتاقان قدیمی، نصب یاتاقان جدید، تنظیم مجدد اسپیندل و تنظیم مجدد آن میتواند بیشتر این هزینه را صرف کند... عملکرد، ایمنی و دوام با عدم توقف تعمیر و نگهداری حاصل میشود. هیچ استثنایی در توصیههای طراحی ایمنی و حفاظ وجود ندارد. بخشی از ایمنی یک کارگاه، اجتناب از داستانهای ترسناک است.
| فاصله | کار | جزئیات |
|---|---|---|
| روزانه | تراشهها و مایع خنککننده را تمیز کنید | تراشهها را از شیارهای T شکل و ناحیهی تیغچههای میز جدا کنید؛ ستون را به سمت پایین پاک کنید. |
| روزانه | سطح مایع خنک کننده را بررسی کنید | مخزن خنککننده را پر کنید؛ غلظت را با رفراکتومتر بررسی کنید (۶ تا ۸ درصد) |
| هفتگی | قلم و ستون را روغن کاری کنید | روغن را به چرخدنده و میله دندهی کوئل و روغن را به ستون دندهی مدلهای کفی بمالید. |
| هفتگی | بررسی کشش و وضعیت تسمه | ترک، لعاب یا ساییدگی را بررسی کنید؛ کشش را طبق مشخصات سازنده تنظیم کنید |
| ماهیانه | میزان انحراف اسپیندل را بررسی کنید | نشانگر عقربهای روی دماغه اسپیندل؛ اگر میزان لنگی بیش از 0.03 میلیمتر باشد، یاتاقانها را تعویض کنید. |
| ماهیانه | چکرهای مته را بررسی کنید | ساییدگی فک و رانش متحدالمرکز را بررسی کنید؛ اگر کل لنگی نشان داده شده > 0.05 میلیمتر بود، آن را تعویض کنید. |
| فصلنامه | میز را ترام کنید | عمود بودن میز بر محور اسپیندل را با دقت 0.02 میلیمتر در کل مسیر حرکت بررسی کنید. |
| فصلنامه | مایع خنک کننده را تعویض کنید | تخلیه، تمیز کردن مخزن، پر کردن مجدد با مایع خنک کننده تازه برای جلوگیری از رشد باکتری |
- همه چیز را محکم ببندید. روی میز دریل پرس با دست کار نکنید. وقتی دریل شروع به چرخیدن میکند، میتواند قطعهای را بگیرد و با نیرویی آنقدر زیاد آن را بشکند که انگشتان را بشکند یا حتی بدتر از آن.
- حتی زمانی که فقط عینک ایمنی لازم است (برای بزرگسالان) از عینک ایمنی استفاده کنید. پرتاب شدن تراشهها به طرفین، بدون بیرون زدن تراشههای داغ از مجاری اگزوز یا پرتاب شدن به لیوان دیگران، به اندازه کافی خطرناک است. دستورالعملهای حفاظت از ماشینآلات OSHA نیاز به سپرهای جانبی دارند.
- موها را از پشت ببندید. جواهرات گشاد را درآورید. در نزدیکی یک دوک نخ ریسی در حال حرکت، کراوات نپوشید و جواهرات آویزان را لمس نکنید: قرار گرفتن در معرض نور شدید اغلب منجر به فرو رفتن چشم و موارد فرار میشود.
- از محافظ سه نظام استفاده کنید. برادههای پرتابی به اندازه نخهای ابریشم میتوانند توسط اسپیندل مته پرتاب شوند و به چشم آسیب برسانند. مکانیزم OSHA/ANSI Z-87 برای مونتاژ ANSI با شکل پوستهای، یک الزام جزئی اما از نظر اقتصادی سازگار برای اکثر ماشینکاریهای سنگین است.
- اپراتور را ایزوله کنید. برای برداشتن برادههای رو به پایین یا بین مته کاملاً درگیر و قطعه کار ثابت، دست خود را دراز نکنید. اسپیندل تا زمانی که موتور خاموش نشود، متوقف نمیشود، بنابراین تکانه ضربهای شدید میتواند به هر لباس یا قطعه شلی منتقل شود.
استاندارد ISO 20770-1 «بر حفاظهای نقطه کار» و «حفاظهای مانع» تأکید دارد. OSHA بهترین شیوهها را رعایت میکند و علاوه بر این، به دستگاههای کنترل دو دستی و/یا محافظهای مانع محرک نیاز دارد؛ این استاندارد همچنین عملیات از راه دور، توقفهای اضطراری، محدودیتهای صدا (معمولاً کمتر از ۸۵ دسیبل در نقطه عملیات) و الزامات ایمنی الکتریکی در نصبهای CNC را پوشش میدهد.
بیتوجهی به خنککننده، علت اصلی خرابی زودرس یاتاقان اسپیندل در دستگاههای دریل پرس تولیدی است: وقتی سطح خنککننده کاهش مییابد یا رقیق میشود، دمای برش افزایش مییابد، گرما به اسپیندل منتقل میشود و گریس یاتاقان خراب میشود. کارگاههایی که غلظت خنککننده را بین ۶ تا ۸ درصد (که به صورت هفتگی با رفرکتومتر اندازهگیری میشود) حفظ میکنند، عمر یاتاقان ۵ تا ۸ سال دارند، در مقابل کارگاههایی که غلظت خنککننده را نادیده میگیرند، عمر یاتاقان ۱ تا ۳ سال را تجربه میکنند.
مشکلات و راهحلهای رایج حفاری
| مشکل | علت احتمالی | راه حل |
|---|---|---|
| سوراخهای بزرگ | انحراف اسپیندل > 0.03 میلیمتر یا طول لبههای نابرابر در مته | یاتاقانها را بررسی/تعویض کنید؛ مته را با گیج طول لب مجدداً سنگزنی کنید |
| شکستگی مته حفاری | سرعت پیشروی بیش از حد، کند شدن مته یا حرکت قطعه کار | میزان پیشروی را کاهش دهید؛ مته را تیز یا تعویض کنید؛ گیره را بررسی کنید |
| علائم لرزش داخل سوراخ | استحکام یا RPM ناکافی در محدوده رزونانس | تمام گیرهها را محکم کنید؛ دور موتور را ±۱۵٪ تغییر دهید؛ کشش تسمه را بررسی کنید |
| سوراخ از مرکز منحرف میشود | بدون سنبه مرکزی، لبه کند اسکنه یا محور ناهمراستا | همیشه از پانچ مرکزی استفاده کنید؛ برای سوراخهای بزرگتر از ۶ میلیمتر ابتدا از مته نقطهای استفاده کنید. |
| برآمدگی بیش از حد در خروجی | پیشروی زیاد در نقطه شکست، لبههای برش کُند | کاهش پیشروی برای ۲ میلیمتر آخر عمق؛ تکیهگاه پشتی با صفحه ضایعات |
دو پارامتر هندسی به طور قابل توجهی بر قابلیت اطمینان مته تأثیر میگذارند و معمولاً هنگام تیز کردن فراموش میشوند:
زاویه لقی لبه: برای متههای مارپیچ HSS که عموماً استفاده میشوند، این مقدار باید بین ۹ تا ۱۵ باشد. کمتر از ۹ باعث سایش مته به جای بریدن میشود که باعث گرم شدن و تسریع سایش میشود. بیشتر از ۱۵ باعث شکننده شدن و لب پر شدن لبه برش تحت نیروهای پیشروی معمول میشود. سنگزنهای حرفهای ابزار و برش این اندازه را پس از هر بار عبور مته با گیج نوک مته بررسی میکنند.
قانون پانچ نقطهای: برای هر مته با قطر بیش از ۶ میلیمتر، همیشه ابتدا از پانچ مرکزی یا مته مرکزی یا نقطهای استفاده کنید. لبههای قلم مته مارپیچی در اندازههای بزرگتر خود به خود در مرکز قرار نمیگیرند؛ مته تا زمانی که به طور محکم در جای خود قرار نگیرد، حرکت میکند و اغلب از موقعیت مطلوب دور است. متخصصان باتجربه ادعا میکنند که عدم استفاده از پانچ نقطهای اغلب به عنوان دلیل سوراخهای نادرست هنگام سوراخکاری دستی ذکر میشود.
سناریو: یک تعمیرگاه متوجه میشود که میانگین عمر مته فقط ۲-۳ روز است، نه ۲ هفته. تحقیقات نشان میدهد که بیش از ۶ ماه است که هیچ گونه پاکسازی یا حذف روغن از مخزن خنککننده انجام نشده است؛ آلودگی باکتریایی پایداری امولسیون روانکننده را به شدت ۴۰ تا ۵۰ درصد کاهش داده است. پس از تخلیه و تمیز کردن مخزن، پر کردن مجدد با خنککننده تازه با غلظت ۷ درصد و تعویض متههای کند موجود، عمر ابزار به حالت عادی بازگشت. هزینه راهحل: ۱۲۰ دلار مایع خنککننده، ۲ نفر ساعت. هزینه نادیده گرفتن: ۸۰۰ دلار در ماه متههای خراب. اگر فرآیندی را برای تمیز کردن سطح پس از حفاری در نظر دارید، استفاده از تکنولوژی تمیز کردن لیزر برای حذف مایع برش و بقایای مواد شیمیایی از سطح.
سوالات متداول در مورد ماشینهای حفاری

س: سه نوع ماشین حفاری کدامند؟
مشاهده پاسخ
سه دسته از ماشینهای سوراخکاری در بیشتر متون کارگاهی معرفی شدهاند: مته رومیزی (کوچک و ثابت به میز کار، ظرفیت ۱۶ میلیمتر)، مته ستونی یا زمینی (ستونی بزرگ، ظرفیت ۳۲ میلیمتر) و مته بازویی شعاعی (ماشین بازویی نوسانی برای قطعات سنگین، ظرفیت ۷۵ میلیمتر). این گروهبندی در بیشتر برنامههای درسی حرفهای دیده میشود و تقریباً ۸۰٪ از ماشینها را در کارگاههای ساخت خدمات عمومی رایج تشکیل میدهد.
س: دستگاه حفاری چگونه کار می کند؟
مشاهده پاسخ
یک موتور، اسپیندل را از طریق یک چرخدنده یا تسمه میچرخاند. یک اپراتور (یا برنامه کامپیوتری) مته چرخان را در امتداد محور اسپیندل به داخل ماده هدایت میکند. لبههای برنده مته، ماده را برش میدهند و شیارهای مارپیچی، برادهها را به بالا و خارج از سوراخ میکشند.
س: چه عملیاتی را میتوان با استفاده از دستگاه حفاری انجام داد؟
مشاهده پاسخ
علاوه بر سوراخکاری ساده، یک دستگاه سوراخکاری میتواند عملیات برقوکاری (ایجاد سوراخی بزرگ با اندازه دقیق و سطح صاف)، سوراخکاری متقابل (ایجاد سوراخی بزرگ با کف صاف برای سر پیچ)، سوراخکاری متقابل (ایجاد سوراخ زاویهدار با تفنگ بادی برای پیچ سر تخت)، قلاویزکاری (فرآیندی که در آن یک قلاویز در اسپیندل رزوههای داخلی را برش میدهد)، سوراخکاری نقطهای (عملیاتی که در آن در ریختهگری خشن، یک سطح صاف در اطراف یک سوراخ ماشینکاری میشود) و سوراخکاری (بزرگ کردن یک سوراخ موجود با یک میله سوراخکاری تک نقطهای برای کارهای با تلرانس دقیق) را انجام دهد. همه این عملیات با یک اسپیندل صلب و تغذیه کنترلشده دقیقتر از یک مته دستی است.
س: سختی مواد چگونه بر پارامترهای حفاری تأثیر میگذارد؟
مشاهده پاسخ
برای مواد سختتر، ابزارسازی باید آهستهتر ماشینکاری شود و به فشارهای تغذیه بالاتری نیاز دارد. فولاد نرم (120 تا 180 HB) عموماً با سرعت سطحی حدود 25 متر بر دقیقه متهکاری میشود، در حالی که متهکاری فولاد ضد زنگ (200 تا 280 HB) سرعت سطحی را به 10 تا 15 متر بر دقیقه کاهش میدهد. فولاد ابزار سختشده (45+ HRC) ممکن است به ابزار کاربیدی با سرعت 5 تا 8 متر بر دقیقه نیاز داشته باشد که از نگهدارنده کار صلب و خنککننده سیلآسا استفاده میکند.
س: چه موادی را میتوان با استفاده از دستگاه حفاری پردازش کرد؟
مشاهده پاسخ
در یک کارگاه ماشینسازی، ماشینهای سوراخکاری عمدتاً برای موارد زیر استفاده میشوند: فلزات (آهن، قلع، چدن، آلومینیوم، برنز)، چوب، پلاستیک، کامپوزیتها (فیبر کربن، فایبر شیشه)، سرامیک (فرزهای انگشتی با روکش الماس) و سنگ. ابزار و پارامترها بسته به نوع ماده انتخاب میشوند.
به دنبال اتوماسیون CNC برای عملیات حفاری خود هستید؟
UDTECH تجهیزات CNC را برای فلزکاری دقیق در سوراخکاری، فرزکاری و ماشینکاری چند محوره ارائه میدهد.
منابع و مراجع
- ابزار الکترونیکی محافظت از ماشین: عملیات حفاری — اداره ایمنی و بهداشت شغلی ایالات متحده (OSHA)
- ISO 20770-1: ایمنی ماشین ابزار - ماشینهای حفاری — سازمان بینالمللی استانداردسازی
- ISO 73.100.30: طبقهبندی ابزارهای حفاری — سازمان بینالمللی استانداردسازی
- اندازه بازار و تحلیل صنعت ماشینآلات حفاری — بینش بازار جهانی، ۲۰۲۴
- کتاب ماشین آلات، چاپ سی و یکم - پرس صنعتی (جداول سرعت/خوراک، مشخصات هندسه مته)
مقالات مرتبط
بررسی شده توسط تیم مهندسی UDTECH که تجربه گستردهای در تمام جنبههای ابزارآلات CNC و تجهیزات ماشینکاری دقیق دارند.






