




Bei der Herstellung von Kupfer- und Metallschweißlasern handelt es sich um einen hochspezialisierten Industrieprozess, der für die Herstellung moderner Automobile und Elektrogeräte von großer Bedeutung ist und dabei auf Effizienz und höchste Präzision während der Lötzeit achtet. Allerdings ist die hohe Reflektivität und Leitfähigkeit des Kupfers so groß, dass sie edel und edel ist und das Laserschweißen von Kupfer eine Million spezifischer Versuche erfordert, um das endgültige Ergebnis zu verbessern. Im Falle vierfacher Schweißnähte, die zufriedenstellender sind als die oben genannten, sind alle Tasten für die Optimierung des Lasers gleichwertig, da die verwendeten Geräte in dieser richterlichen Untersuchung zur Verfügung stehen. Ein Teil dieser globalen Reforza all su bastante rámido márj gabag hetic commonsaed adoso ai existentes eó reselationatioverfi weltweit umgeht und Ньюдmarkc angesichts dieser Herausforderungen. In diesem Artikel erklären wir jeden Schritt, damit diese Herausforderung einfacher und zugänglicher erscheint, als es den Anschein hat.
Wie schneidet Laserschweißen of Kupfer Arbeit?
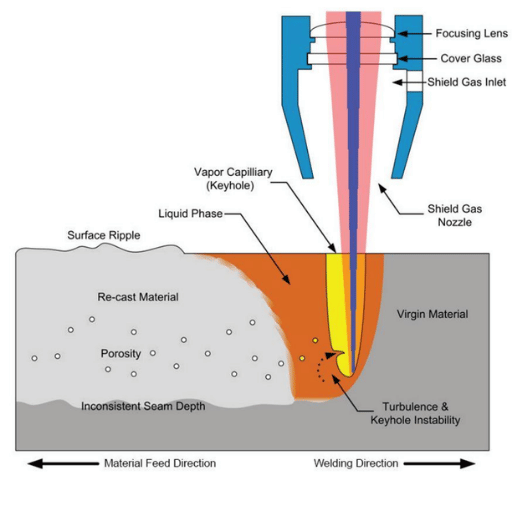
Beim Laserschweißen von Kupfer werden Kupferwerkstoffe mithilfe eines Hochleistungslichtstrahls präzise verbunden. Die hohe Energie des vom Laser erzeugten Strahls wird von der Kupferoberfläche absorbiert, was zu lokalem Schmelzen und damit zur Bildung einer stabilen Schweißnaht führt. Aufgrund der bekanntermaßen hohen Wärmeleitfähigkeit und Reflektivität von Kupfer ist die Sicherstellung einer optimalen Energieabsorption entscheidend. Dank kontinuierlicher Verbesserungen, wie der Einsatz kürzerer Laserwellenlängen und Strahlmodulationstechniken, haben die Arbeit deutlich vereinfacht und effektiver gemacht. Diese Verbesserung ist in modernen Anwendungen gefragt, da sie saubere, stabile und präzise Schweißnähte garantiert und auch bei Anwendungen mit geringem Verzug von Vorteil ist.
Was ist die grundlegende Laserschweißverfahren für Kupfer?
Für optimale Ergebnisse beim Kupfer-Laserschweißen sind mehrere wichtige Schritte erforderlich. Oberflächen müssen von jeglichen Verunreinigungen, insbesondere Ölen und Oxiden, gereinigt werden. Verunreinigungen lassen sich einfach durch chemische Reinigung oder mechanisches Abschleifen entfernen. Nach Abschluss der Vorbereitungsschritte wird ein Laserstrahl auf die Schweißzone fokussiert. Die Leistungsdichte des Strahls sollte ausreichend hoch sein. Für Kupfer sind die optimalen Wellenlängen Grün (532 nm) und Infrarot (1,064 nm).
Aufgrund der hohen Wärmeleitfähigkeit von Kupfer muss die Energie gleichmäßig und schnell zugeführt werden. Dies geschieht je nach Anwendung üblicherweise durch gepulste oder Dauerstrichlaser. Hochgeschwindigkeitsschweißanlagen erreichen Geschwindigkeiten von 2–10 m/min, was zu einer höheren Effizienz beiträgt, da zeitbedingte Verformungen durch übermäßige Hitze reduziert werden. Zusätzlich verbessert der Einsatz von Strahlmodulation und Oszillation die gleichmäßige Energieverteilung, was zu einer verbesserten Schweißqualität und reduzierter Porosität führt.
Die Anwendung von Schutzgas, üblicherweise Argon oder Stickstoff, ist ein weiterer wichtiger Aspekt zur Kontrolle der Oxidation während des Schweißprozesses. Der Einsatz von Regelsystemen wie optischen Sensoren oder Wärmebildkameras ermöglicht eine präzise Überwachung und Steuerung in industriellen Anwendungen. Moderne Laserschweißsysteme erreichen Wirkungsgrade von bis zu 90 %, was insbesondere in der Automobil-, Elektronik- und Luftfahrtindustrie wirtschaftlich vorteilhaft ist.
Diese Entwicklungen untermauern die Wirksamkeit des Laserschweißens als Methode zur Bearbeitung von Kupfer, wenn man seine reflektierenden Oberflächen und seine hohe Wärmeleitfähigkeit berücksichtigt.
Warum ist Hohe Wärmeleitfähigkeit eine Herausforderung?
Die Wärmeleitfähigkeit von Kupfer von 400 W/m·K bei 20 °C stößt beim Laserschweißen und -schneiden auf Herausforderungen. Die Laserenergie wird schnell abgeführt, sodass nur wenig Energie im Schweißbereich verbleibt. Daher ist das Laserschweißen von Kupfer komplex und erfordert einen relativ höheren Energieaufwand bei weniger zuverlässiger Schweißung.
Darüber hinaus entstehen unerwünschte Wärmeeinflusszonen (WEZ), die die mechanischen Eigenschaften des Materials beeinträchtigen und Verformungen verstärken können. WEZ birgt ein höheres Risiko bei hochwärmeleitenden Materialien wie Kupfer oder Aluminium, da sie mehr Laser erfordern Schweißen. Diese Faktoren können die Kontrolle der Energie in der Schmelzzone erschweren, was die Beherrschung des Risikos der Entstehung von Defekten wie unvollständiger Durchdringung oder Porosität äußerst schwierig macht.
Der Einsatz leistungsstarker Faserlaser und die Optimierung weiterer Prozesse tragen positiv dazu bei, all diese Herausforderungen zu meistern. Diese Optimierungen ermöglichen Präzision und verbessern gleichzeitig die Schweißqualität. Allerdings bleibt die Wärmezufuhr neutral, und die dominante Wärmeleitfähigkeit erschwert die Lösung dieser Probleme erheblich.
Welche Rolle spielt Laserleistung Spielen Sie beim Kupferschweißen mit?
Die Laserleistung hat einen erheblichen Einfluss auf die Effizienz und den Erfolg des Kupferschweißprozesses, insbesondere angesichts der starken Reflexionseigenschaften und der hohen Wärmeleitfähigkeit von Kupfer. Eine höhere Leistung ermöglicht ein tieferes Eindringen und eine höhere Schweißnahtintegrität und lindert die Energieversorgungsprobleme, die mit den Widerstandsschmelzmechanismen des Materials verbunden sind. Untersuchungen zeigen, dass bei Kupfer eine Fusion möglich ist, wenn ein Laser mit einer Leistungsdichte im Bereich von 10^4 bis 10^6 W/cm² fokussiert wird. Dies ermöglicht Stabilität des Schlüssellocheffekts bei gleichzeitiger Defektminimierung.
Die eingesetzte Laserleistung beeinflusst die Schweißgeschwindigkeit und die eingebrachte Wärme. Höhere Leistungen tragen beispielsweise zu höheren Bearbeitungsraten bei, ein Vorteil für industrielle Anwendungen, die Präzision und hohen Durchsatz erfordern. Allerdings birgt alles, was über dem optimalen Niveau (Überleistung) liegt, Probleme wie Überpenetration, übermäßige Spritzerbildung oder Materialschäden im Bereich der Schweißnaht.
Die Entwicklung neuer Doppelstrahl- und Pulslasersysteme steigert die Effizienz der Energienutzung durch optimierte Leistungsabgabe und reduzierte Reflexionsverluste. Insbesondere die Möglichkeit, die Leistungsabgabe mit Pulslasern fein zu regulieren, verbessert das präzise Schweißen dünner Kupferbleche und reduziert so die thermischen Einflusszonen. Die Anwendung ausreichender Laserleistung in Kombination mit weiteren Strategien wie Echtzeitüberwachung, Strahlformung und Konturierung ermöglicht zuverlässige Ergebnisse auch bei schwierigen Geometrien und komplexen Oberflächentopografien.
Ingenieure stehen vor der Herausforderung, die Leistungseinstellungen mit dem Strahlfokus, der Impulssteuerung und der Schweißgeschwindigkeit in Einklang zu bringen, um qualitativ hochwertige Schweißnähte zu erzeugen und gleichzeitig die Materialeigenschaften von Kupfer zu berücksichtigen.
Was sind die wichtigsten Vorteile von Laserschweißen von Kupfer?

Wie schneidet Laserschweißen Verbesserung Schweißqualität?
Dank präziser Energiesteuerung und minimierter Wärmezufuhr verbessert Laserschweißen die Schweißqualität. Dies führt zu geringerem thermischen Verzug und einer reduzierten Wärmeeinflusszone, wodurch die Integrität des umgebenden Materials erhalten bleibt. Darüber hinaus ermöglicht die hohe Energiedichte des Lasers tiefes Eindringen und gleichmäßige Schweißnähte auf Kupfer, einem Material mit hoher Wärmeleitfähigkeit. Das Verfahren ermöglicht zudem eine hohe Wiederholgenauigkeit, die die Konsistenz über mehrere Schweißnähte hinweg gewährleistet. Im Vergleich zu herkömmlichen Schweißverfahren führen diese Faktoren zu saubereren, festeren und qualitativ hochwertigeren Schweißnähten.
Was macht Laserschweißen von Kupfer Effizienter?
Bei meiner Recherche zur Effizienz des Laserschweißens von Kupfer fielen mir zwei Eigenschaften besonders auf: Präzision und Anpassungsfähigkeit. Die Qualität der erzielten Schweißnähte wird durch die reduzierte Wärmezufuhr zum angrenzenden Material verbessert, was wiederum den Verzug minimiert. Bei Kupfer mit seiner außergewöhnlichen Wärmeleitfähigkeit wird durch die hohe Energiedichte eine zuverlässige Energiedurchdringung und -konsistenz gewährleistet. Darüber hinaus ist der Prozess hochgradig wiederholbar und bietet damit die nötige Vielseitigkeit für Aufgaben, die Genauigkeit und Gleichmäßigkeit erfordern.
Welche Lasertechnologien werden verwendet für Schweißen von Kupfer?

So Sieht Unser Faserlaser und Scheibenlaser Sich unterscheiden?
Die Unterschiede zwischen Faserlasern und Scheibenlasern liegen in ihrem Design und ihrer Lichterzeugungsstrategie. Faserlaser zeichnen sich durch Strahlqualität und Effizienz aus, da sie Licht in einem Glasfaserkern erzeugen. Scheibenlaser ermöglichen eine hervorragende Temperaturkontrolle, da sie einen dünnen, scheibenförmigen Kristall zur Lichtverstärkung verwenden. In puncto Schweißzuverlässigkeit sind beide Lasertypen gleich gut. Faserlaser sind aufgrund ihrer kompakten Größe und des geringen Wartungsaufwands die bessere Wahl. Scheibenlaser eignen sich jedoch besser für Anwendungen, die mehr Leistung und Stabilität erfordern. Beide Lasertypen eignen sich zum Kupferschweißen, die Wahl hängt jedoch von den spezifischen Betriebsanforderungen ab.
Was ist die Bedeutung von Grüner Laser beim Kupferschweißen?
Grüne Laser sind aufgrund ihrer spezifischen Wellenlänge und hohen Effizienz bei der Bearbeitung reflektierender Materialien eine vielseitige und beispiellose Ressource im Bereich des Kupferschweißens. Da die Wellenlänge des grünen Lasers im sichtbaren Lichtspektrum bei etwa 532 nm liegt, wird sie von Kupfer im Vergleich zu Infrarotlasern besser absorbiert. Diese verbesserte Absorption trägt dazu bei, Reflexionsprobleme zu überwinden, die beim Schneiden und Bearbeiten von Kupfer und anderen hochreflektierenden Metallen ein großes Problem darstellen.
Untersuchungen bestätigen, dass grüne Laser beim Kupferschweißen eine höhere Energieeffizienz erzielen und so die Wahrscheinlichkeit von Schweißfehlern wie Porosität und Bindefehlern verringern. Darüber hinaus ermöglicht die Mikrobearbeitung mit grünen Lasern die Steuerung der Schweißdynamik bei niedrigeren Leistungen, was eine höhere Präzision und Kontrolle ermöglicht. Beispielsweise wurde festgestellt, dass mit grünen Lasern eine Absorption von über 60 % auf Kupferoberflächen erreicht wird, verglichen mit weniger als 5 % bei herkömmlichen Infrarotlasern.
Neben diesen signifikanten Verbesserungen führt der Einsatz grüner Laser zu weniger Spritzern und macht sie somit für Präzisionsschweißen und verbesserte Materialintegrität geeignet. Sie sind daher besonders vorteilhaft für Branchen wie die Elektronikfertigung und die Elektromobilität. Der Einsatz grüner Laser verbessert zudem die in diesen Branchen erforderliche Schweißintegrität. Darüber hinaus führen ihre Energieeffizienz und der geringere Stromverbrauch langfristig zu niedrigeren Betriebskosten, was diese Laser zu einem beliebten Werkzeug für industrielle Anwendungen macht.
Wie schneidet Infrarotlaser Leistungsvergleich?
Laser, die Infrarotstrahlung mit einer Wellenlänge zwischen 800 nm und 2500 nm emittieren, weisen im Vergleich zu grünen Lasern interessante Besonderheiten auf. Ihre hohe Ausgangsleistung von über 1000 Watt macht sie zudem vielseitig einsetzbar für industrielle Anwendungen, insbesondere für Metall, Keramik und bestimmte Polymere. Darüber hinaus gelingen Prozesse wie Schweißen und das Bohren tieferer Löcher in dickere Materialien mit Infrarotlasern schneller und einfacher. Dies ermöglicht ein müheloses Arbeiten in der Luft- und Raumfahrt sowie im Automobilbau.
Die Mikrobearbeitung von Hartmetallen mit faserbasierten Infrarotlasern ist ein weiteres Problem, da deren Strahlqualität hoch genug ist, um die Struktur des mikrobearbeiteten Materials zu erhalten und gleichzeitig präzise genug, um detaillierte Arbeiten auszuführen.
Dennoch können Infrarotlaser bei Anwendungen mit eng tolerierten Wärmebereichen oder Materialien mit hoher Reflektivität wie Kupfer oder Gold auf Herausforderungen stoßen. Aufgrund dieser Einschränkungen sind grüne Laser aufgrund ihrer höheren Absorption und geringeren Wärmediffusion bei kürzeren Wellenlängen tendenziell effektiver. Letztendlich wird die Auswahl von Infrarot- oder grünen Lasern durch spezifische Anwendungskriterien hinsichtlich der Materialzusammensetzung, der erforderlichen Genauigkeit und des Betriebsumfangs bestimmt.
Wie zu überwinden Laserschweißen Herausforderungen mit Kupfer?
Wie man verwaltet Spritzer und Schmelzbecken Bildung?
Die Kontrolle über Spritzer und Schmelzbadbildung beim Laserschweißen von Kupfer ist aufgrund der hohen Wärmeleitfähigkeit, der Laserreflexion, der geringen Absorption und der Spritzerminimierung des Materials schwierig. Darüber hinaus kontrollieren wir die Laserparameter sorgfältig. Eine geringere Laserleistung und eine optimierte Pulsdauer zur Begrenzung der überschüssigen Energieübertragung tragen zur Spritzerminimierung bei, die für die Schweißnahtintegrität entscheidend ist. Studien deuten darauf hin, dass mit Pulsfrequenzen im Bereich von 1–5 kHz eine deutliche Spritzerreduzierung und eine Verbesserung der Schweißnahtqualität erreicht werden.
Darüber hinaus wird das Risiko einer inkonsistenten Wärmeübertragung durch Strahlformungstechniken wie einstellbaren Fokus und maßgeschneiderte Strahlprofile minimiert. Argon und Helium dienen als Schutzgase zur Plasmaunterdrückung und Stabilisierung des Schweißprozesses. Erhöhte Spritzer und die Entstehung einer raueren Schmelzbaddynamik werden durch die Verwendung von Gassieben zur verbesserten Glättung aufgrund des erhöhten Ionisierungspotenzials von Helium gemildert.
Die Koaxialkameras und Sensoren sind mit Anpassungs- und Echtzeit-Reaktionsfunktionen an die Schweißbedingungen ausgestattet, wodurch optimale Parameter während des gesamten Prozesses gewährleistet werden können. Durch die kombinierte Unterstützung der genannten Technologien und Ansätze können Hersteller optimale Kupferschweißnähte mit wenigen bis keinen Defekten erzielen.
Welche Techniken verbessern Penetration und Schweißtiefe?
Um eine tiefere Eindringtiefe und eine verbesserte Schweißtiefe zu erreichen, ist eine Kombination aus ausgefeilten Methoden und optimierten Schweißparametern erforderlich. Eine Erhöhung des Schweißstroms erhöht beispielsweise die Wärmezufuhr. Zwar ermöglicht eine erhöhte Wärmezufuhr ein tieferes Eindringen in das Material, sie muss jedoch moderat erfolgen, um eine übermäßige Wärmeeinflusszone (WEZ) oder ein Durchbrennen zu vermeiden.
Ein weiterer wichtiger Punkt ist die Schweißgeschwindigkeit. Langsamere Schweißgeschwindigkeiten ermöglichen eine höhere Wärmekonzentration und führen zu einer besseren Durchdringung und Verschmelzung der Schweißnaht. Eine zu starke Reduzierung der Schweißgeschwindigkeit kann jedoch zu einer unerwünschten Schweißnahtgeometrie führen, beispielsweise zu übermäßiger Verstärkung oder übermäßig geschwungenen Mustern (Welligkeit).
Die Auswahl und Vorbereitung der Metalle ist ebenso wichtig. Um eine bessere Verschmelzung zu erreichen, sollten die Füllstoffe einen dem Grundmaterial entsprechenden oder leicht darüber liegenden Schmelzpunkt aufweisen. Darüber hinaus verbessert eine angemessene Kantenvorbereitung, wie z. B. Anfasen und Rillen, die Chancen auf eine vollständige Durchdringung dicker Materialien.
Fortschrittliche Technologien wie das Impulsschweißen verbessern die Durchdringung deutlich. Eine präzise Wärmeregulierung während des Schweißprozesses wird durch das Impuls-Metall-Schutzgasschweißen (GMAW-P) erreicht, bei dem hohe und niedrige Stromstärken abwechselnd eingesetzt werden. Dies verhindert effektiv Schweißspritzer und gewährleistet gleichzeitig eine zuverlässige Durchdringung auch in schwierigen Schweißkonfigurationen.
Darüber hinaus beeinflusst die Verwendung von Schutzgasen die Schweißtiefe. Beim MIG-Schweißen verbessert die Mischung aus Argon und Kohlendioxid (z. B. 85 % Argon und 15 % Kohlendioxid) die Stabilität des Lichtbogens und sorgt gleichzeitig für eine tiefere Schweißnahtdurchdringung.
Aktuelle Erkenntnisse zeigen, dass lasergestützte Verfahren die Eindringtiefe beim Schweißen deutlich verbessert haben. Bei dieser Technik wird ein normaler Schweißlichtbogen mit Laserenergie kombiniert. Der Laser erzeugt präzise und stark fokussierte Wärme und ermöglicht so eine hohe Eindringtiefe bei minimalem Abstand. Schweißexperten arbeiten neben der Parameteroptimierung kontinuierlich daran, eine höhere Eindringtiefe zu erreichen, ohne die Strukturintegrität zu beeinträchtigen.
So optimieren Sie Laserparameter für bessere Ergebnisse?
Laserleistung
Die Qualität der Schweißnaht und ihre Parameter werden maßgeblich von der Laserleistung beeinflusst. Eine höhere Eindringtiefe ist typischerweise mit einer höheren Laserleistung verbunden, bei zu hoher Leistung kann es jedoch zu Überhitzung oder übermäßiger Spritzerbildung kommen. Studien belegen beispielsweise, dass je nach Materialart und -dicke eine Leistung von 1 bis 10 kW eine gute Leistung erzielt. Um die Oberflächenqualität zu erhalten, ist eine ausreichende Leistung für die Schweißanwendung entscheidend.
Schweißgeschwindigkeit
Die Wärmezufuhr pro Längeneinheit wird direkt von der Schweißgeschwindigkeit beeinflusst. Bei niedrigeren Geschwindigkeiten erhöht sich die maximale Energieaufnahme, was die Eindringtiefe erhöht, während höhere Geschwindigkeiten die Wärmeeinwirkung verringern und so den thermischen Verzug reduzieren. Der optimale Bereich liegt üblicherweise zwischen 0.5 und 2.0 m/min; die Konfiguration der Verbindungen und die Materialeigenschaften können ihn jedoch verändern.
Strahlfleckgröße und Fokusposition
Die Veränderung der Strahlfleckgröße und Fokusposition beeinflusst die auf das Werkstück abgegebene Energiedichte. Die Energiekonzentration ist bei einer kleineren Fleckgröße besser, was sich für schmale und tiefe Schweißnähte eignet. Eine leichte Defokussierung kann bei breiteren Verbindungen von Vorteil sein. Studien deuten darauf hin, dass bei dicken Materialien eine Fokussierung des Strahls knapp unterhalb der Oberfläche die beste Leistung für eine maximale Durchdringung bietet.
Schutzgasarten und Durchflussraten
Die Wahl und Durchflussrate des Schutzgases beeinflussen maßgeblich die Stabilität des Schweißbades und die Oxidationsrate. Argon und Helium sind häufig verwendete Gase. Während Helium eine effiziente Energieübertragung ermöglicht, ist Argon für viele Anwendungen kostengünstiger. Unabhängig vom Gastyp liegen die optimalen Durchflussraten typischerweise zwischen 10 und 20 Litern pro Minute.
Materialspezifische Anpassungen
Wärmeleitfähigkeit und Absorption variieren je nach Material. Beispielsweise führt der Einsatz wellenlängenspezifischer Laser, wie beispielsweise eines Faserlasers mit einer Wellenlänge von 1.06 µm für Kohlenstoffstahl, zu einer besseren Absorption. Darüber hinaus kann das Vorwärmen dicker oder stark reflektierender Materialien wie Aluminium die Schweißkonsistenz verbessern.
Durch die präzise Anpassung verschiedener Parameter und die Durchführung relevanter Versuche für spezifische Materialien erzielen Experten hervorragende Ergebnisse hinsichtlich der Verbesserung von Schweißqualität, Einbrandtiefe, Schweißtiefe und Gleichmäßigkeit und minimieren gleichzeitig das Fehlerpotenzial. Im Betrieb sind fortschrittliche Überwachungsinstrumente wie Wärmebildgebung und Echtzeit-Feedbacksysteme ebenso wichtig, um sicherzustellen, dass die Parameter innerhalb der definierten optimalen Grenzen bleiben.
Was sind die Anwendungen von Laserschweißen in Kupferkomponenten?

Wie ist Laserschweißen Benutzt in Elektrische Leitfähigkeit Bewerbungen?
Aufgrund seiner Präzision, Effektivität und der Fähigkeit, mit Materialien mit hoher Wärmeleitfähigkeit wie Kupfer zu arbeiten, ist das Laserschweißen in Bereichen von Bedeutung, in denen elektrische Leitfähigkeit erforderlich ist. Anwendungen und Daten zu den Anwendungsbereichen des Laserschweißens sind nachfolgend aufgeführt:
Schmelzkupferleiter
Laserschweißen wird häufig zum Verbinden von Kupferdrähten, Sammelschienen und Steckverbindern verwendet, wobei die umgebenden Teile nur minimal erhitzt werden. Die Schweißnaht bietet hervorragenden elektrischen Kontakt und geringen Widerstand. Untersuchungen zeigen, dass lasergeschweißte Kupferverbindungen einen elektrischen Widerstand von 0.2 µΩ aufweisen, der deutlich geringer ist als bei herkömmlichen Verfahren wie Löten.
Batterieherstellung
Laserschweißen wird bei der Herstellung von Lithium-Ionen-Batterien zum Verbinden von Kupferlaschen oder -folien eingesetzt, um den Stromfluss zu verbessern. Die präzise Steuerung der Laserenergie führt zu einer außergewöhnlichen Leistung im Hinblick auf Spritzer und Porosität, die den elektrischen Wirkungsgrad beeinträchtigen.
Leiterplatten- und Mikroelektronikmontage
Laserschweißen ist von großer Bedeutung bei der Montage von Leiterplatten und Mikroelektronik, bei der Kontakte verbunden oder Kupferbahnen verlegt werden. Das Verfahren ermöglicht hohe Präzision bei Kleinserienanwendungen und trägt zu deren zuverlässiger Leistung bei kompakten Designs bei.
Energieverteilungssysteme
Bei modernen Stromverteilungsanlagen nutzen Hochleistungssysteme Laserschweißen zum Herstellen von Verbindungen in Kupfersammelschienen und -klemmen. Insbesondere beim Laserschweißen entsteht kein Kontakt mit dem Werkstück, was den Verschleiß reduziert und die Effizienz verbessert.
Optimierung der Energieeffizienz
Die Schweißverfahren mit den besten Schweißergebnissen und anderen Parametern zeichnen sich durch hochwertige Schweißnähte und eine geringe Wärmezufuhr aus. Dies ist für energiesensible Unternehmen von entscheidender Bedeutung, da es zur Reduzierung elektrischer Verluste in Leiterbahnen beiträgt. Bemerkenswert ist, dass Energielaser-Kupferschweißen bei vielen Anwendungen die Energieverluste bei hohen Frequenzen um bis zu 15 % reduzieren soll.
Motor- und Spulenfertigung
Die Spulen und Kupferwicklungen der Elektromotoren und Transformatoren werden mit Laserschweißen hochpräzise und wiederholgenau verschweißt. Dies ist entscheidend, um den Stromfluss während des Betriebs aufrechtzuerhalten, ohne die mechanische Belastung der Lasernähte zu beeinträchtigen.
Im Hinblick auf alle derartigen industriellen Anwendungen sind Laserschweißungen mit geringem Widerstand und hoher Präzision für Branchen, die mit elektrischer Leitfähigkeit arbeiten, zu einer Notwendigkeit geworden.
Was sind die Vorteile von Industrielaser Bewerbungen?
Der Einsatz von Lasern in der Industrie bietet entscheidende Vorteile, die die Fertigungsprozesse verbessern. Dies sind die Vorteile:
Extreme Detailgenauigkeit und Genauigkeit
Dank der außergewöhnlichen Präzision von Lasersystemen können Hersteller Materialien mit extrem detaillierten Details und engen Toleranzen bearbeiten. Durch die hohe Fokussierung des Laserstrahls entstehen minimale Abweichungen, was eine gleichbleibende Qualität beim Laserschneiden, -schweißen und -gravieren garantiert.
Reduzierte Materialverformung
Durch die konzentrierte Energie der Laser wird die Wärmeeinflusszone reduziert, wodurch die Verformung des Materials begrenzt wird. Dies ist besonders wichtig bei empfindlichen Komponenten wie dünnen Blechen oder Präzisionsteilen, die in der Luft- und Raumfahrt und Elektronik verwendet werden.
Kompatibilität mit verschiedenen Materialien
Laser können eine Vielzahl von Materialien wie Verbundwerkstoffe, Glas, Kunststoff, Metall und Keramik effektiv bearbeiten. Dank dieser Flexibilität können sie in unterschiedlichen Fertigungsumgebungen eingesetzt werden.
Steigerung der Verarbeitungsgeschwindigkeit
Industrielaser zeichnen sich durch extrem hohe Arbeitsgeschwindigkeiten aus, was die Produktionseffizienz steigert. So können Laserschneidanlagen beispielsweise je nach Material und Dicke Geschwindigkeiten von 20 Metern pro Minute erreichen.
Bessere Kosteneffizienz und weniger Abfall
Dank der Präzision von Laserprozessen wird der Materialabfall während der Produktion minimiert. Darüber hinaus sinken die Ausgaben für Verbrauchsmaterialien wie Schneidwerkzeuge, was die Betriebskosten langfristig senkt.
Integration von Automatisierungssystemen
Roboterarme, CNC-Maschinen und andere automatisierte Systeme können problemlos mit Lasern ausgestattet werden. Ihr Einsatz mit Industrie 4.0-Technologien steigert die Produktivität zusätzlich und ermöglicht die Überwachung während des Prozesses.
Verschiedene Anwendungen für die berührungslose Verarbeitung
Da der Laserstrahl das Material nicht berührt, findet keinerlei Schweißen statt. Da kein Werkzeugkontakt stattfindet, entstehen keine Schwachstellen im Werkstück. Dies verhindert Werkzeugverschleiß und spart Zeit und schont die Ausrüstung.
Umweltfreundliche Laserbearbeitung
Im Gegensatz zum chemischen Ätzen, der Fingerbearbeitung oder anderen traditionellen Methoden entstehen bei einigen modernen Verfahren weniger Emissionen, Abfälle und andere Schadstoffe. Dies ermöglicht eine sauberere Nutzung ohne Umweltschäden.
Konsistenz bei sich wiederholenden Aufgaben, die von Lasern ausgeführt werden
Der Einsatz von Lasern für Aufgaben wie Gravieren und Markieren garantiert gleichmäßige Ergebnisse während des gesamten Prozesses. Diese Eigenschaften sind für Branchen mit höchsten Anforderungen, wie beispielsweise die Herstellung medizinischer Geräte, unerlässlich.
Moderne Lasersysteme gewährleisten dank ihrer hohen Energieumwandlungsraten wirtschaftliche Nachhaltigkeit und eine verbesserte Kosteneffizienz im industriellen Einsatz. Faserlaser beispielsweise erreichen einen Wirkungsgrad von über 30 %.
Dies untermauert den Grund, warum Branchen wie die Automobilindustrie, die Medizintechnik, die Luft- und Raumfahrt und die Elektronik immer mehr Industrielaser in ihre Programme integrieren. All diese Gründe beweisen, dass diese Werkzeuge zu den effizientesten in modernen Fertigungsprozessen gehören.
Häufig gestellte Fragen (FAQs)

F: Was sind die größten Herausforderungen beim Kupfer-Laserschweißen?
A: Die Hauptprobleme beim Laserschweißen von Kupfer sind die hohe Reflektivität und Wärmeleitfähigkeit. Diese Eigenschaften können zu ineffizientem Schweißen führen, da das Material ohne spezielle Techniken wie die richtige Laserwellenlänge und hohe Leistung nur sehr wenig Laserlicht absorbiert.
F: Welchen Einfluss hat die Wellenlänge des Laserlichts auf das Kupferschweißen?
A: Die Absorption in Kupferwerkstoffen wird stark von der Wellenlänge des Laserlichts beeinflusst. Für das Kupfer-Laserschweißen sind blaue und grüne Wellenlängen vorteilhafter, da sie die Absorption erhöhen und die Reflektivität verringern, was die Qualität der Schweißnaht verbessert.
F: Warum wird beim Kupfer-Laserschweißen Schutzgas verwendet?
A: Schutzgas wird beim Kupfer-Laserschweißen verwendet, um Oxidation und Verunreinigungen im Schweißbad zu verhindern. Durch die Umhüllung des geschmolzenen Metalls erzeugt das Schutzgas eine inerte Atmosphäre, die die Integrität der Schweißnaht bewahrt.
F: Welche Techniken werden zum Tiefschweißen von Kupfer verwendet?
A: Laserstrahlschweißen mit hoher Energiedichte ermöglicht tiefes Einschweißen in Kupfer. Dabei kommen Dauerstrichlaser und spezielle Einstellungen für gepulste Laser zum Einsatz, um ausreichend Wärme zu erzeugen und gleichzeitig Materialschäden zu vermeiden.
F: Welchen Einfluss hat die Leitfähigkeit von Kupfer auf das Wärmeleitungsschweißen?
A: Die hohe Wärmeleitfähigkeit von Kupfer erfordert eine sorgfältige Steuerung der Laserenergie, um übermäßigen Wärmeverlust beim Schmelzen und Fügen beim Leitungsschweißen zu vermeiden. Dies wird üblicherweise durch Anpassung der Schweißgeschwindigkeit und der Laserleistung erreicht.
F: Welche Wirkung haben Impulse beim Kupfer-Laserschweißen?
A: Das Laserschweißen mit gepulster Technik ermöglicht eine optimale Kontrolle der Wärmezufuhr, was beim Schweißen von hochreflektierenden und wärmeleitenden Materialien wie Kupfer sehr wichtig ist. Dies minimiert Verformungen und trägt zu einer besseren Schweißqualität bei.
F: Ist es möglich, Kupfer und Aluminium durch Laserschweißen zu verbinden?
A: Ja, Kupfer und Aluminium können mit einem Laserschweißverfahren miteinander verbunden werden. Aufgrund der unterschiedlichen Reflexions- und Wärmeeigenschaften des Metalls ist eine sorgfältige Einstellung der Laserparameter oder die Verwendung eines Lasers mit blauer oder grüner Wellenlänge erforderlich.
F: Warum ist eine Hochleistungslaserquelle beim Kupferschweißen wichtig?
A: Die Art der verwendeten Laserstrahlquellen ist beim Kupferschweißen von großer Bedeutung, da sie die Energieabsorption des Metalls bestimmt. Der Einsatz von Hochleistungsquellen mit geeigneten Wellenlängen, wie z. B. blauen und grünen Lasern, erhöht die Absorption und führt zu besseren Schweißnähten und einer verbesserten Schweißqualität.
F: Welche Vorteile hat ein blauer Laser beim Laserschweißen?
A: Blaue Laser unterstützen das Schweißen von Kupfer, da sie aufgrund ihrer Wellenlänge deutlich leichter von Kupfermaterialien absorbiert werden. Dies verbessert die Kontrolle über das Schweißbad, was wiederum die Schweißnähte und die Schweißqualität verbessert.
Referenzquellen
1. Einfluss von Schweißparametern und Oberflächenbehandlungen vor dem Schweißen auf das Remote-Laserschweißen bei der Montage von Elektromotoren<|image_sentinel|>Verbindung dünner Kupferdrähte und Kupfersammelschienen
- Autoren: T. Sun et al.
- Veröffentlichungsdatum: August 30, 2024
- Zeitschrift: SWissenschaft und Technologie des Schweißens und Fügens
Die wichtigsten Ergebnisse:
- Ziel dieser Forschung ist es, einen dünnen Kupferdraht per Fernlaser an eine Kupfersammelschiene in T-Stoß-Topologie zu schweißen.
- Die Technik ist selbsttragend, da der Draht als Füllmaterial dient und so eine Lückenfüllung sowie eine elektrische und mechanische Verriegelung ermöglicht.
- Die Methode weist eine mechanische Belastbarkeit von 221 N auf, was 92.5 % der emulierten Festigkeit des gekapselten Drahtes entspricht.
- Die Daten zeigen vergleichbare Ergebnisse hinsichtlich der mechanischen, elektrischen und thermischen Leistung, die durch die Oberflächenbehandlung vor dem Schweißen nicht beeinflusst wurden. Dies zeigt eine hohe Widerstandsfähigkeit gegenüber den Oberflächenbedingungen vor dem Schweißen (Sun et al., 2024).
2. Forschung zum Laserschweißen ungleicher Metalle – Aluminium und Kupfer mit einem gepulsten Faserlaser
- Autoren: L. Trinh, Donghyoung Lee
- Veröffentlicht am: 17 Juli 2024
- Internationale Zeitschrift für Präzisionstechnik und Fertigung
Ergebnisse:
- Diese Arbeit analysiert die mögliche Anwendung von Faserlaser im Laserschweißen von Aluminium- und Kupferteilen, insbesondere mit Schwerpunkt auf gepulsten Faserlasern.
- Laser- und Hybridschweißsysteme haben ein breites Anwendungsspektrum in Industrie und Wissenschaft und bieten große Vorteile (Trinh & Lee, 2024).
- Wie in dieser Studie erwähnt, werden die Schwierigkeiten beim Schweißen unterschiedlicher Metalle wie Aluminium und Kupfer neben den erforderlichen optimierten Parametern für qualitativ hochwertige Schweißnähte erörtert.
- Diese Studie erweitert das Verständnis der Beziehungen zwischen Schweißnähten und mechanischen Eigenschaften der Verbindungen (Trinh & Lee, 2024).
3. Laserschweißen von Aluminium auf Kupfer: Eigenschaften der Schweißverbindungen und Optimierung der Parameter
- Autoren: Fatih Şahin und E. Taban
- Veröffentlichungsdatum: December 1, 2024
- Tagebuch: Bulletin für Materialwissenschaft und Metallurgie
Schlüssel-Höhepunkte:
- Das Papier analysiert die mechanischen Eigenschaften der Schweißverbindungen von Aluminium und Kupfer und versucht, die Parameter für ein effizienteres Laserschweißen zu optimieren.
- Die Studie erörtert die Vorteile des Laserschweißens, insbesondere im Hinblick auf Schweißgeschwindigkeit, Wärmezufuhr und Größe der Wärmeeinflusszonen.
- Optimale Parameter wurden mit der Taguchi-Methode ermittelt, die den geringsten Testaufwand erfordert (Şahin & Taban, 2024).






