كيف تعمل آلة الورق - أنواعها ومكوناتها وعملية إنتاجها
المواصفات سريعة
| نطاق سرعة التشغيل | 300–2,200 متر/دقيقة (يختلف حسب نوع الورق) |
| عرض الماكينة | 2.5–10.5 متر (عرض القطع) |
| الانتاج اليومي | 50-4,000+ طن في اليوم (TPD) |
| مواد خام | لب الخشب البكر، والألياف المعاد تدويرها، والألياف غير الخشبية (قصب السكر، والخيزران) |
| استهلاك الطاقة | 9.0–9.8 ميغاواط ساعة لكل طن من الورق (مصنع متكامل) |
| استخدام المياه | حوالي 19,000 لتر لكل طن (حوالي 5,000 جالون/طن)، 90% منها معاد تدويرها |
تقوم آلة صناعة الورق بتحويل اللب الخام إلى ورق نهائي من خلال خط إنتاج متسلسل عالي السرعة. ماكينات صناعة الورق تُعدّ هذه المنتجات بمثابة العمود الفقري لصناعة اللب والورق العالمية، وهي سوق أنتجت أكثر من 420 مليون طن من الورق والكرتون في عام 2023 وحده، وذلك وفقًا لـ بيانات السوق العالمية من ستاتيستابغض النظر عن نوع آلة الورق - سواء كانت آلة تحويل المناديل الورقية الخفيفة بسرعة 2,200 متر/دقيقة أو آلة تحويل ورق الكرتون الثقيل بسرعة 600 متر/دقيقة - يمكنك الاعتماد على نفس تسلسل العمليات: تحضير المواد الخام، والتشكيل، والضغط، والتجفيف، والتشطيب.
شرح مفصل لكيفية عمل آلات الورق، وتصنيف الأنواع المختلفة من الآلات، ويقدم التفاصيل الهندسية اللازمة لكتاب مواصفات المصنع وموظفي المشتريات لتقييم خيارات التصنيع المختلفة.
ما هي آلة الورق وكيف تعمل؟
آلة صناعة الورق هي جهاز صناعي يستخدم معلقًا مخففًا من ألياف السليلوز (عادةً ما تكون نسبته أقل من 1%) لتشكيل شبكة ورق جافة وجاهزة، تُنتج بسرعات تتراوح من 300 متر في الدقيقة إلى أكثر من 2,000 متر في الدقيقة. تعود فكرة هذه الآلة إلى عام 1799 عندما حصل المخترع الفرنسي لويس نيكولا روبرت على براءة اختراع لأول عملية مستمرة لصناعة الورق. انضم إليه لاحقًا الأخوان فوردرينيه، برايان غامبل، وسيلي، الذين موّلوا تطوير هذه العملية للاستخدام التجاري في إنجلترا حوالي عام 1804، وذلك بالتعاون مع المهندس برايان دونكين لإنشاء آلات إنتاج عملية.
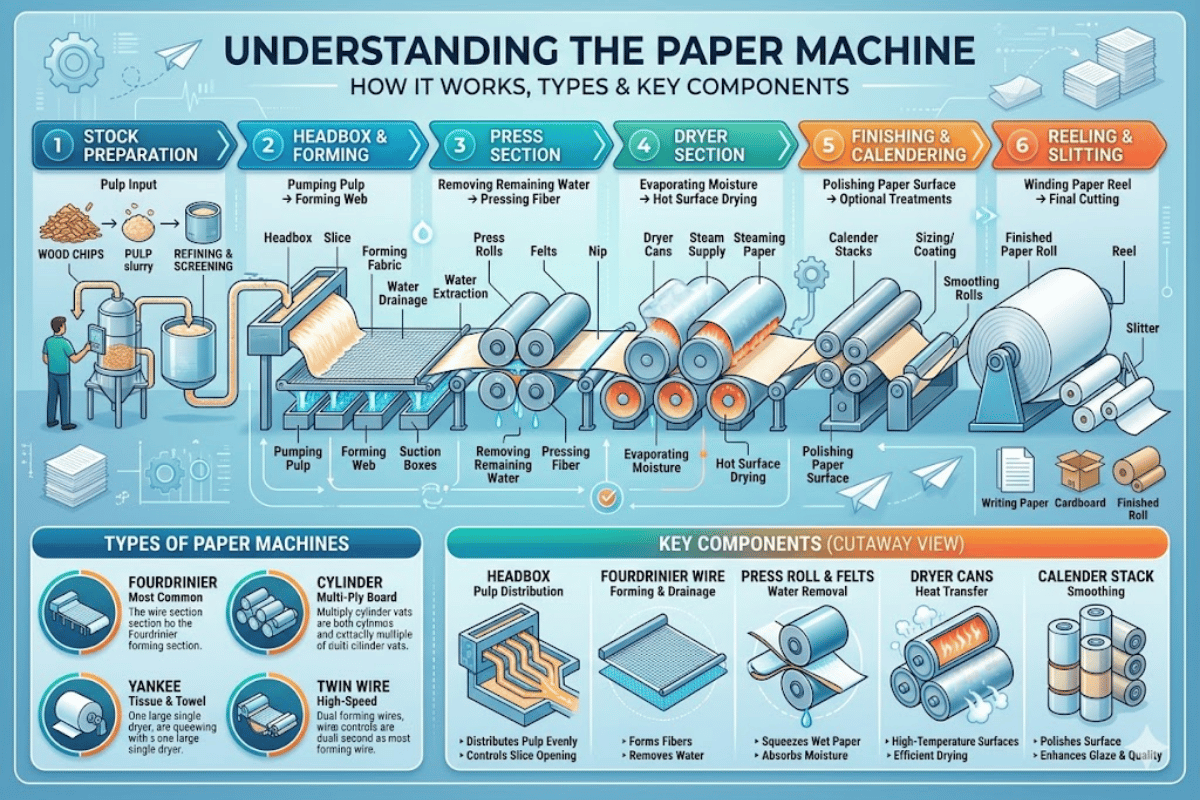
تتألف سلسلة الإنتاج من ست مراحل أساسية:
- تحضير المادة الخام - تُغسل الألياف الخام (الأصلية/المعاد تدويرها) وتُكرر وتُخفف إلى تركيز يتراوح بين 0.3% و1.0%. تُطحن الألياف في أجهزة التكرير لتوفير طول مناسب وبنية ليفية ملائمة لورق الطباعة.
- مرحلة التشكيل (القسم السلكي): يتم ترسيب المادة المخففة القادمة من صندوق التغذية على شبكة سلكية متحركة. يخرج الماء من خلال الشبكة بفعل الجاذبية والشفط، مما يُنتج طبقة من الألياف الرطبة بنسبة مواد صلبة تتراوح بين 18 و22%.
- الضغط - يتم ترطيب النسيج الرطب، ثم يمر عبر 2-4 نقاط ضغط حيث يتم عصر الماء ميكانيكياً. هذا يزيد من تماسك النسيج إلى 35-50%. كل نقطة ضغط تحمل حملاً خطياً يتراوح بين 50-150 كيلو نيوتن/متر.
- التجفيف - يتم إطلاق الرطوبة من الورق أثناء مروره عبر الأسطوانات المسخنة بالبخار (K): 100-160 درجة مئوية (تقريبًا)؛ يستهلك قسم التجفيف 60-70% من إجمالي الطاقة التي تستخدمها آلة الورق.
- عملية الصقل بالدرفلة - تعمل آلات الدرفلة ذات الضغط الصلب واللين على تحسين مظهر الصفائح وتوفير قدر من التحكم في تفاوت السماكة. تتراوح ضغوط الضغط على أسطوانات الدرفلة من 20 إلى 300 كيلو نيوتن/متر.
- اللف واللف - تقوم أنظمة النقل بنقل الشريط النهائي إلى البكرة، حيث يتم لفه في لفائف رئيسية كبيرة ثم يتم تقطيعه وإعادة لفه إلى العرض المطلوب من قبل العميل.
يُعد قسم التجفيف من أهم أقسام آلات صناعة الورق من حيث استهلاك الكهرباء. وقد نُشرت الأبحاث في كفاءة الطاقة (سبرينغر نيتشر) ويقول إن الضغط على الشبكة يؤدي إلى زيادة استهلاك الضغط قبل قسم التجفيف، حتى لو كان ذلك بنسبة 1٪ فقط، على شكل بخار.
أنواع آلات الورق - فوردرينير مقابل الأسطوانة (الطباعة والتغليف عالي السرعة)

يوجد نوعان أساسيان من هياكل آلات صناعة الورق: فوردرينيه والقالب الأسطواني. ويختلفان في نظام تشكيل الورق، مما يؤثر على أقصى سرعة يمكنهما تحقيقها، وبنية الورق التي ينتجانها، وأنواع الورق التي تناسبهما على أفضل وجه.
لا تزال آلات فوردرينيه النوع السائد في صناعة الورق التجاري اليوم. تتميز هذه الآلات بشبكة سلكية متحركة أفقياً تُستخدم لدعم تدفق الورق المخفف من صندوق التغذية. تتم عملية التجفيف بالجاذبية، وباستخدام بكرات الطاولة وصناديق التجفيف المدعومة بالشفط، مما ينتج عنه طبقة واحدة من الورق بألياف غير موجهة نسبياً. توفر آلات فوردرينيه أفضل سرعات إنتاجية شاملة لجميع أنواع الورق - من المناديل الورقية وورق الجرائد إلى ورق الكرتون السميك.
تستخدم آلات القوالب الأسطوانية، التي صممها جون ديكنسون عام ١٨٠٩، أسطوانة دوارة مغطاة بسلك مغمورة جزئيًا في حوض من معجون الألياف. ومع خروج الماء عبر السلك، تتراكم رواسب الألياف على الأسطوانة. وعادةً ما تُكدس عدة أسطوانات متصلة على التوالي لتشكيل ألواح متعددة الطبقات. تُستخدم آلات القوالب الأسطوانية عند الحاجة إلى هياكل متعددة الطبقات أو أوراق متخصصة مثل أوراق العملات الورقية، وورق الترشيح، والوثائق عالية السرية.
أما الفئة الثالثة، فهي آلة التشكيل ثنائية الأسلاك، أو آلة التشكيل ذات الفجوة. يمكن حقن نفاثات الملاط الليفي المرن بحرية بين الأسلاك المتقاربة، مما يؤدي إلى تجفيف السلكين العلوي والسفلي في آن واحد. ينتج عن ذلك طبقة أكثر تماثلاً بطبيعتها مع تحسين في التشكيل يتناسب مع السرعات العالية لآلة فوردرينيه التقليدية.
| معامل | فوردرينير | قالب اسطوانة | سلك مزدوج (مُشكِّل الفجوة) |
|---|---|---|---|
| مدى السرعة | 300-1,800 م / دقيقة | 15-150 م / دقيقة | 800-2,200 م / دقيقة |
| العرض النموذجي | 3.5–10.5 ملم | 1.5–4.5 ملم | 4.0–10.5 ملم |
| الطاقة الانتاجية | 100-3,000 طن يوميًا | 5-200 طن يوميًا | 500-4,000+ طن يوميًا |
| هيكل الورقة | طبقة واحدة، اتجاه ألياف موحد | توزيع الألياف العشوائي متعدد الطبقات | نظام تصريف أحادي الطبقة ومتماثل من جانبين |
| أفضل الدرجات الدراسية المناسبة | ورق الجرائد، ورق الطباعة، ورق الكرافت، ورق المناديل | ورق مقوى متعدد الطبقات، أوراق نقدية، ورق ترشيح | تغليف عالي السرعة، درجات الطباعة |
| التكلفة الرأسمالية (النسبية) | متوسط | أقل | أكثر |
من بين النوعين المتنافسين سابقًا، يُعدّ جهاز التشكيل السلكي المزدوج (أو جهاز التشكيل ذو الفجوة) الحديث هو النوع الأكثر شيوعًا في صناعة الورق. وهو امتداد منطقي لتصميم فوردرينيه التقليدي، حيث يتم حقن الألياف بين سلكين متقاربين يقومان بتجفيفها من الأعلى والأسفل في آنٍ واحد. ويؤدي ذلك إلى تحسين عملية التشكيل وتوجيه الألياف بشكل متناظر، بسرعات عالية جدًا تتجاوز 2000 متر/دقيقة.
المكونات الرئيسية لآلة الورق

لا تتساوى سرعة خط الإنتاج مع كفاءة الآلات. ترتبط الطاقة الإجمالية للعملية وتكلفة التشغيل النوعية ارتباطًا وثيقًا بتصميم الآلة، وقوى شد الورق المستخدمة، وكفاءة النظام داخل كل مكون. تشمل المكونات الرئيسية لآلة الورق: صندوق التغذية، وقسم التشكيل، وقسم الضغط، وقسم التجفيف، والبكرة ووحدة اللف.
هيدبوكس
يُوفر صندوق التغذية تيارًا موحدًا ومُتحكمًا في اضطرابه من مادة خام مخففة (بنسبة مواد صلبة أساسية تتراوح بين 1-2%)، موزعًا بالتساوي على كامل عرض الماكينة. واليوم، تُتيح صناديق التغذية الهيدروليكية ذات فتحات القطع القابلة للتعديل التحكم في اتساق ألياف المادة الخام بدقة تصل إلى أقل من 0.4% عبر المقطع العرضي للماكينة. كما تُتيح أنظمة التوزيع، مثل قياس توزيع الوزن، التحكم في توزيع الوزن الأساسي ضمن نطاق ±0.5 غ/م². ويُعد توازن نسبة سرعة التيار إلى سرعة السلك (ما يُعرف بنسبة الاندفاع/السحب) عاملًا رئيسيًا لمصممي ماكينات الورق عند تحديد معايير التشغيل، حيث يُحدد عادةً نطاقًا قدره ±2% من سرعة السلك، مما يؤثر على اتجاه الألياف ونوع المنتج.
قسم التشكيل (سلك) - تشكيل الصفائح
تُعنى عملية التشكيل بإزالة الماء الحر. في آلة فوردرينيه، يمر السلك تباعًا فوق بكرات الطاولة، والرقائق المعدنية، ورفوف التفريغ. تتميز أقمشة التشكيل المتطورة (صفائح صناعية منسوجة مثل النايلون أو البوليستر، ذات أحجام خلايا تتراوح بين 60 و90 خلية/سم) بمتانة ومقاومة للتآكل وسهولة تنظيف أكبر من الأنظمة السلكية. تستقبل آلة فوردرينيه شبكة من الورق تحتوي على ما يقارب 18-22% من المواد الصلبة عند مخرج القسم السابق. تتطلب عملية تشغيل آلة الورق نفقات مستمرة لاستبدال مكونات النسيج المستهلكة، مثل أقمشة التشكيل، ولباد الضغط، وأقمشة التجفيف.
قسم الصحافة
تهدف آلات صناعة الورق إلى معالجة سطح الورق ذي المحتوى الرطوبي العالي. تُطبّق أسطوانات الضغط أحمالًا ميكانيكية لضغط الورق، مما يرفع نسبة المواد الصلبة فيه إلى 35-50%. يحتوي قسم الضغط النموذجي على 2-4 نقاط ضغط، باستخدام تكوينات ضغط مستقيمة أو عكسية أو مُدمجة. تعمل تقنية الضغط بالأحذية على إطالة طول تلامس نقاط الضغط، مما ينتج عنه جفاف أعلى عند المخرج - غالبًا بنسبة 2-5% مقارنةً بمكابس الأسطوانات التقليدية عند نفس الحمل الخطي.
قسم المجفف
تُستخدم أسطوانات من الحديد الزهر مُسخّنة بالبخار (قطرها من 1.5 إلى 1.8 متر) في قسم التجفيف لتجفيف النسيج عن طريق نقل الحرارة بالتلامس. تعمل معظم الآلات بخمس إلى سبع مجموعات تجفيف مستقلة، لكل منها ضغط بخار خاص بها ونظام تحكم مستقل في نوع النسيج. يتراوح ضغط البخار عادةً بين 100 و600 كيلو باسكال حسب نوع النسيج وسرعة الآلة. تتراوح درجة حرارة سطح المجفف بين 100 و160 درجة مئوية.
التقويم، والبكرة، واللفافة
تتحكم آلات الكالندر في ملمس السطح وسماكة الورق. تستخدم آلات الكالندر ذات الضغط الناعم أسطوانة مضغوطة (مغطاة بالبوليمر) مقابل أسطوانة فولاذية ساخنة، بينما تتكون آلات الكالندر ذات الضغط الصلب من أسطوانتين فولاذيتين. يُلف الورق النهائي على شكل لفائف ورقية رئيسية عند البكرة، ثم يُقطع بواسطة أنظمة القطع ويُعاد لفه وفقًا لمواصفات الطلب على آلة لف مخصصة.
📐 ملاحظة هندسية
يُعدّ التحكم في اتساق الحبر في صندوق التغذية أهم متغير تحكم يؤثر على توزيع الوزن الأساسي. بالنسبة لدرجات الطباعة، تتراوح القيم المستهدفة بين 0.3 و0.5% (مقاسة عند مشعب مدخل صندوق التغذية). (انظر الأدلة الهندسية من...) منشورات ساينس دايركت تشير النتائج إلى أنه لمنع التكتل، يجب ضبط كثافة صندوق التغذية لعجائن الألياف الطويلة (كرافت) على قيمة أقل (0.2-0.4%) مقارنةً بعجائن الألياف القصيرة (الخشب الصلب أو المعاد تدويره). ويجب التحكم في توزيع الوزن الأساسي لـ CD ضمن نطاق 1.0% (±0.5%) من القيمة المستهدفة باستخدام أجهزة ضبط التخفيف الموزعة على مسافات تتراوح بين 50 و100 مم عبر شريحة صندوق التغذية.
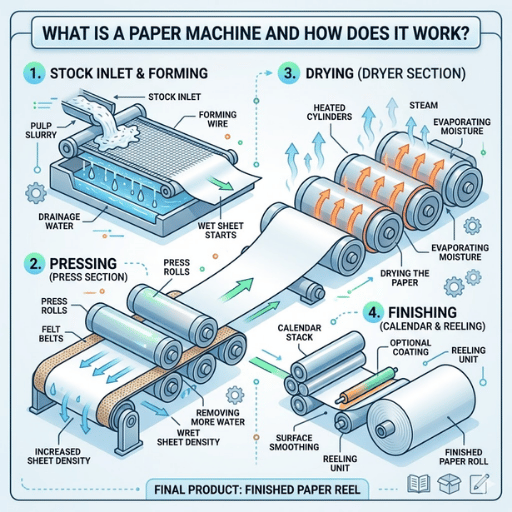
عملية صناعة الورق - من اللب إلى اللفة النهائية

كامل آلة صنع الورق من تحضير المواد الخام إلى عملية اللف، تمر العملية بسلسلة متواصلة من التحولات المُتحكم بها. وفي كل مرحلة، يتم تحديد ودراسة المعايير الرئيسية التي تؤثر على أداء الصفائح النهائية.
تحضير المواد الخام - ورق الكرافت، والكرتون المقوى، والأثاث المعاد تدويره
تصل مواد اللب إما على شكل لب خشب بكر (خشب لين لزيادة المتانة، وخشب صلب للتشطيب)، أو ألياف معاد تدويرها، أو مواد غير خشبية (مثل الخيزران، وقصب السكر، وقش القمح). وتُعد الألياف غير الخشبية قطاعًا سريع النمو في صناعة اللب والورق، ومن المتوقع أن تصل قيمتها إلى 46.92 مليار دولار أمريكي في عام 2024، وأن تصل قيمتها في نهاية المطاف إلى 70.33 مليار دولار أمريكي بحلول عام 2034، وفقًا لـ ثروة رؤى الأعمال.
تشمل خطوات تحضير المادة الخام عملية التلبيد (استخلاص الألياف من الطور الصلب)، والتنظيف (إزالة الملوثات مثل الرمل والدبابيس والبلاستيك)، والغربلة (إزالة الجزيئات كبيرة الحجم)، والتكرير (تعديل إمكانية ربط الألياف بالوسائل الميكانيكية).
عمليات الجزء الرطب من آلة الورق
تُغذي أنظمة تدفق التغذية الطرف الرطب لماكينة الورق، حيث تُدخل مادة خام مُكررة إلى قسم التشكيل بقوام تشكيلي (0.3-1.0%) قبل ترسيبها وتوزيعها على السلك بواسطة المناخل وأجهزة التنظيف. وعلى سلك التشكيل، تُوفر ثلاث طرق لإزالة الماء (بالإضافة إلى الجاذبية): قوى تصريف مُعززة من الرقائق وبكرات الطاولة، وصناديق الشفط، وأسطوانات الشفط. وبحلول نهاية السلك، تصل نسبة المواد الصلبة في الورق إلى ما يقارب 18-22%.
عمليات الكبس والتجفيف
تعمل أسطوانات الضغط على زيادة تماسك الورق بنسبة تتراوح بين 35 و50% من خلال الضغط الميكانيكي. ويؤدي ارتفاع نسبة الجفاف بعد الضغط مباشرةً إلى توفير الطاقة في قسم التجفيف اللاحق، حيث يتم تقليل أحمال البخار. وتزيل أسطوانات التجفيف الرطوبة المتبقية عن طريق نقل الحرارة الكامنة والمحسوسة. ويُقدّر أن كمية الورق المبلل الخارجة من قسم التجفيف لآلة إنتاجها 1,000 طن/يوم تتراوح بين 1,200 و1500 طن/يوم.
التشطيب والقطع والتحويل
بعد التجفيف، يمكن معالجة الورق المضغوط باستخدام مكبس التحجيم (بإضافة مواد مثل النشا)، ومحطة الطلاء (لأنواع الطباعة المطلية)، وقسم الصقل قبل تحويله إلى لفائف رئيسية على البكرة. من تحضير الورق الخام إلى التشطيب، تتم العملية برمتها كإنتاج متواصل. تعمل خطوط إنتاج الورق الأوتوماتيكية الحديثة باستمرار على مدار الساعة طوال أيام الأسبوع، مع توقفات مجدولة للصيانة كل 4-8 أسابيع.
أرقام استهلاك المياه مأخوذة من أكاديميات الوطنية للصحافة تقرير معياري للصناعة. إحصائية إعادة تدوير المياه بنسبة 90% مأخوذة من إحصاءات رئيسية لاتحاد صناعات الورق الأوروبية (CEPI) لعام 2023.
مواصفات ماكينة الورق - السرعة، والعرض، والإنتاج، والقدرة الإنتاجية حسب النوع
ليست جميع آلات صناعة الورق متساوية. تختلف مواصفات المعدات اختلافًا كبيرًا تبعًا لنوع الورق الذي صُممت الآلة لإنتاجه. فمثلاً، تختلف معايير التصميم الهندسي لآلة إنتاج ورق المناديل، التي تعمل بسرعة 2,200 متر/دقيقة، اختلافًا جذريًا عن خط إنتاج ورق الكرتون عالي السعة الذي يعمل بأكثر من 3,000 طن يوميًا. فيما يلي مجموعة من المواصفات حسب فئة الورق.
| درجة الورق | السرعة (م / دقيقة) | عرض القطع (م) | الناتج (TPD) | الوزن الأساسي (جم/م²) |
|---|---|---|---|---|
| الأنسجة | 1,200-2,200 | 2.5-5.6 | 50-250 | 13-30 |
| ورق صحف | 1,000-1,800 | 6.0-10.0 | 500-1,500 | 40-52 |
| الطباعة والكتابة | 600-1,500 | 4.0-9.0 | 200-1,200 | 50-120 |
| ورق مقوى (بطانة/تموج) | 400-1,200 | 4.5-10.5 | 500-4,000 + | 100-350 |
| ورق كرافت (كيس/حقيبة) | 400-900 | 3.5-7.0 | 200-800 | 60-120 |
| الورق المقوى | 200-600 | 3.0-7.0 | 200-1,500 | 150-500 |
عند تحديد مواصفات آلة لمنشأة جديدة أو لتحديث آلة الورق، يُحدد حجم الإنتاج السنوي المطلوب - سواءً كان ذلك لورق اللفائف، أو ورق الأكواب، أو أنواع الورق الكاملة - الحد الأدنى من السرعة وعرض القطع اللازمين. ولتحقيق إنتاج سنوي قدره 1,000 طن من ورق التغليف، يحتاج المصنع إلى آلة تعمل بسرعة اسمية تبلغ 800 متر في الدقيقة، مع عرض قطع يزيد عن 7 أمتار، بافتراض أوزان أساسية نموذجية لورق التغليف.
✔ مزايا الآلات عالية السرعة (>1,200 متر/دقيقة)
- انخفاض تكاليف وحدة الإنتاج - توزيع التكاليف الثابتة على إنتاج أعلى
- يتطلب ذلك عددًا أقل من الآلات، مما يقلل من مساحة المصنع لكل طن من الطاقة الإنتاجية.
- تحافظ أنظمة القيادة والتحكم الحديثة على الجودة عند السرعات العالية
- ينخفض استهلاك الطاقة لكل طن مع زيادة معدل الإنتاج
⚠ قيود الآلات عالية السرعة
- استثمارات رأسمالية أعلى - من 200 مليون دولار إلى أكثر من مليار دولار للخطوط الكبيرة عالية السرعة
- انخفاض القدرة على تغيير الدرجات ضمن نطاقات المنتجات الضيقة - وبالتالي تتأثر اتساع نطاق الدرجات المضافة سلبًا.
- زيادة الحساسية لتغير جودة المخزون عند سرعات التشكيل العالية
- زيادة وقت بدء التشغيل بعد انقطاع الورقة - زيادة خسائر الإنتاج لكل حدث
عند مقارنة حلول آلات صناعة الورق عند اختيار المعدات من مختلف الموردين، استخدم سعة التحميل المقدرة وسعة الإنتاج الصافية، وليس سرعة التصميم القصوى. قد تصل كفاءة التشغيل الفعلية إلى 85-93% من سرعة التصميم لتعويض الاختلافات في سرعة النسيج عند تغيير الدرجة، وانقطاع الصفائح، وعمليات التنظيف.
الاستدامة والاتجاهات المستقبلية في تكنولوجيا آلات صناعة الورق
يتطور أداء آلات صناعة الورق حاليًا عبر ثلاثة مسارات متقاطعة: استخدام الألياف المعاد تدويرها، وترشيد استهلاك الطاقة، والتخصيص الرقمي. هذه ليست مفاهيم مستقبلية، بل هي برامج استثمارية حالية تُعيد تعريف آلات صناعة الورق الحديثة.
الألياف المعاد تدويرها والتصنيع الدائري
أبحاث السوق بواسطة رؤى سوق المستقبل تشير التوقعات إلى نمو سنوي مركب بنسبة 5.7% لصناعة إعادة تدوير الورق، لتصل قيمتها العالمية إلى 13.1 مليار دولار أمريكي بحلول عام 2034. وتحافظ مصانع الورق الأوروبية الحالية على معدل إعادة تدوير ألياف يبلغ حوالي 72%. وتفرض المواد المعاد تدويرها متطلبات إضافية على آلة الورق، مثل ارتفاع مستويات الملوثات، وقصر الألياف المعاد تدويرها مما يؤدي إلى ضعف تكوين الورق. لذا، يجب مزج الألياف البكر لتحسين خصائص قوة الورق.
كفاءة الطاقة وترشيد استهلاك المياه
تشير تحليلات فنلندا والسويد إلى انخفاض إجمالي الطاقة الأولية المستهلكة لكل طن من الورق من 9.76 ميغاواط/طن إلى 9.02 ميغاواط/طن، وذلك بفضل مزيج من تحسينات الكفاءة في قسم الضغط، وتركيب أنظمة استعادة الحرارة، وتحسينات أتمتة العمليات، كما نُشر في مجلة كفاءة الطاقة (سبرينغر نيتشر)تتجاوز نسبة إعادة تدوير المياه في أنظمة الدائرة المغلقة الحديثة 90%. وتوفر أنظمة مكابس الأحذية الحديثة نتائج تجفيف أعلى بنسبة 2-5% بعد الكبس، مما يوفر بشكل مباشر الطاقة الحرارية اللازمة لقسم التجفيف.
الصناعة 4.0 وآلات الورق الرقمية
تُطبّق المصانع في جميع أنحاء الدول الاسكندنافية وأمريكا الشمالية العديد من مفاهيم الأتمتة الرقمية، مثل شبكات الاستشعار المترابطة، والشخصيات الرقمية، وأنظمة تحسين المعدات المدعومة بالذكاء الاصطناعي والتعلم الآلي. ويُسهم استخدام خوارزميات الصيانة التنبؤية في تحليل اهتزازات ودرجة حرارة الأجهزة، مثل أسطوانات التجفيف أو المحامل، في تقليل المعدات المعطلة. كما تعمل أنظمة التحكم الديناميكية على ضبط وزن القاعدة والرطوبة وخصائص السماكة تلقائيًا لتحقيق أفضل أداء خلال فترات الإنتاج المثلى.
توقعات السوق
ووفقاً لوكالة ثروة رؤى الأعمالبلغ حجم السوق العالمي لآلات صناعة اللب والورق 117.92 مليار دولار أمريكي في عام 2025، ومن المتوقع أن يصل إلى 171.05 مليار دولار أمريكي بحلول عام 2034 بمعدل نمو سنوي مركب قدره 4.4%. الجمعية الأمريكية للغابات والورق (AF&PA) تشير التقديرات إلى ارتفاع إنتاج الورق والكرتون في الولايات المتحدة بنسبة 3.2% في عام 2024، مع تصدّر ورق التغليف لهذا النمو. ولا يزال الطلب على مواد التغليف (التي حلت محل البلاستيك في التجارة الإلكترونية وغيرها من التطبيقات) المحرك الرئيسي للاستثمار في بناء قدرات جديدة لآلات صناعة الورق.
إنّ إدخال تعديلات على آلة الورق لزيادة نسبة الألياف المعاد تدويرها لا يقتصر على تحضير المواد الخام فحسب، بل يمتدّ تأثيره ليشمل جميع أقسام الآلة الأخرى. فالألياف المعاد تدويرها تحتوي على نسبة أعلى من المواد الناعمة، مما يُعيق تشكيل الأقمشة، ويُقلّل من نفاذية لباد الضغط، ويزيد من تلوث قسم التجفيف. ومن خلال التخطيط المسبق، يُمكن التنبؤ بتأثير ذلك على الآلة قبل الوصول إلى الزيادة المستهدفة في نسبة الألياف المعاد تدويرها.
الأسئلة الشائعة
س: ما اسم آلة صنع الورق؟
عرض الإجابة
س: ما هي سرعة إنتاج الورق بواسطة آلة الورق؟
عرض الإجابة
س: ما هو صندوق التغذية في آلة الورق؟
عرض الإجابة
س: ما هي ملابس ماكينة الورق؟
عرض الإجابة
س: هل صناعة صناعة الورق في طريقها إلى الزوال؟
عرض الإجابة
س: من اخترع آلة الورق؟
عرض الإجابة
هل تحتاج إلى آلة لتصنيع الورق لخط إنتاجك؟
تقدم شركة UDTECH مجموعة متكاملة من آلات صناعة الورق، تشمل محطات تحضير المواد الخام، وآلات صناعة الورق، ووحدات التشطيب واللف. تعرف على الأسعار والمواصفات المناسبة لآلة صناعة الورق المثالية لك من حيث السعة.
حول هذا التحليل
أعدّ فريق المحتوى التقني في شركة UDTECH محتوى هذا الدليل بالاستناد إلى معلومات منشورة من AF&PA وCEPI وSpringer Nature ومواصفات موردي المعدات. UDTECH شركة بريطانية متخصصة في تصنيع وتصميم آلات صناعة الورق المتواصل، وتوفر حلولاً مبتكرة لمصانع ورق الكرافت والورق المموج وورق المناديل والورق الثقافي. تستند السرعات والقدرات المذكورة في هذه المقالة إلى مجموعة معداتنا وبيانات الصناعة المنشورة.
مقالات ذات صلة
المراجع والمصادر
- استهلاك الورق والكرتون العالمي 2024-2032 — ستاتيستا
- قياس استخدام الطاقة في صناعة الورق — كفاءة الطاقة (سبرينغر نيتشر)
- آلة فوردرينير — موسوعة بريتانيكا
- آلة الورق - نظرة عامة على الهندسة - ساينس دايركت
- صناعة اللب والورق: مؤشرات الأداء البيئي الصناعي — مطبعة الأكاديميات الوطنية
- إحصاءات رئيسية لعام 2023: صناعة اللب والورق الأوروبية — CEPI
- حجم سوق آلات صناعة اللب والورق وحصته وتحليله — رؤى فورتشن للأعمال
- اتجاهات إنتاج الورق والطاقة الإنتاجية في الولايات المتحدة — الجمعية الأمريكية للغابات والورق (AF&PA)
- حجم سوق إعادة تدوير الورق وحصته وتوقعاته حتى عام 2036 — رؤى سوق المستقبل